1不锈钢管道安装施工工艺1
1、 不锈钢管道的安装工艺流程1
2、 不锈钢管道的预制加工1
切割:1、不锈钢管道的切割严禁用氧—乙炔焰
2、DN15、20、25 的小口径管子可用手动式切管刀
3、DN25 以上中、大口径管子可用无齿手锯和电锯割断,切割后须清除管口内外壁毛刺
4、大口径管子可采纳高速旋转切割砂轮
弯曲:对于直径小于 25mm 的管道可使用专用工具进行弯曲,但弯曲半径须是管道直径 的四倍
3、 不锈钢管道的连接方式名 称原 理使用范围卡压式以带有特种密封圈的承口管件连接管道,用专用工具压紧管口而起密封和紧固作用
DN15-60法兰式快接法兰法兰与配管作环缝 TIG 焊接,用快夹使法兰间的密封垫压缩后起到密封作用,完成配管间连接的方式
DN75—100用于常拆部位活接法兰榫槽型法兰与配管(或管件)作环缝 TIG焊接,用紧固件通过活套法兰,榫槽法兰和密封圈起到密封作用,完成配管间连接的方式
DN150-200用于常拆部位焊接式承插搭接焊将通常承插式的管件与配管作环缝 TIG 焊接起到密封作用,完成配管间连接的方式DN75—100对接焊将配管与配管(或管件)之间用环缝 TIG焊接,完成配管间连接的方式DN150—2001
4、 不锈钢管道卡压式连接安装工艺1
不锈钢卡压式管件端口部分有环状 U 形槽,且内装有 O 型密封圈
安装时, 用专用卡压工具使 U 形槽凸部缩径,且薄壁不锈钢管水管、管件承插部位卡成六角形
如下图所示:1
安装工艺流程:1
不锈钢管道卡压式连接安装过程:1、切管:使用切管设备切断管子(如图 1),为避开刺伤封圈,使用专用除毛器或锉刀将毛刺完全除净(如图 2)
2、放橡胶圈(如图 3)
3、画线(如图 4)
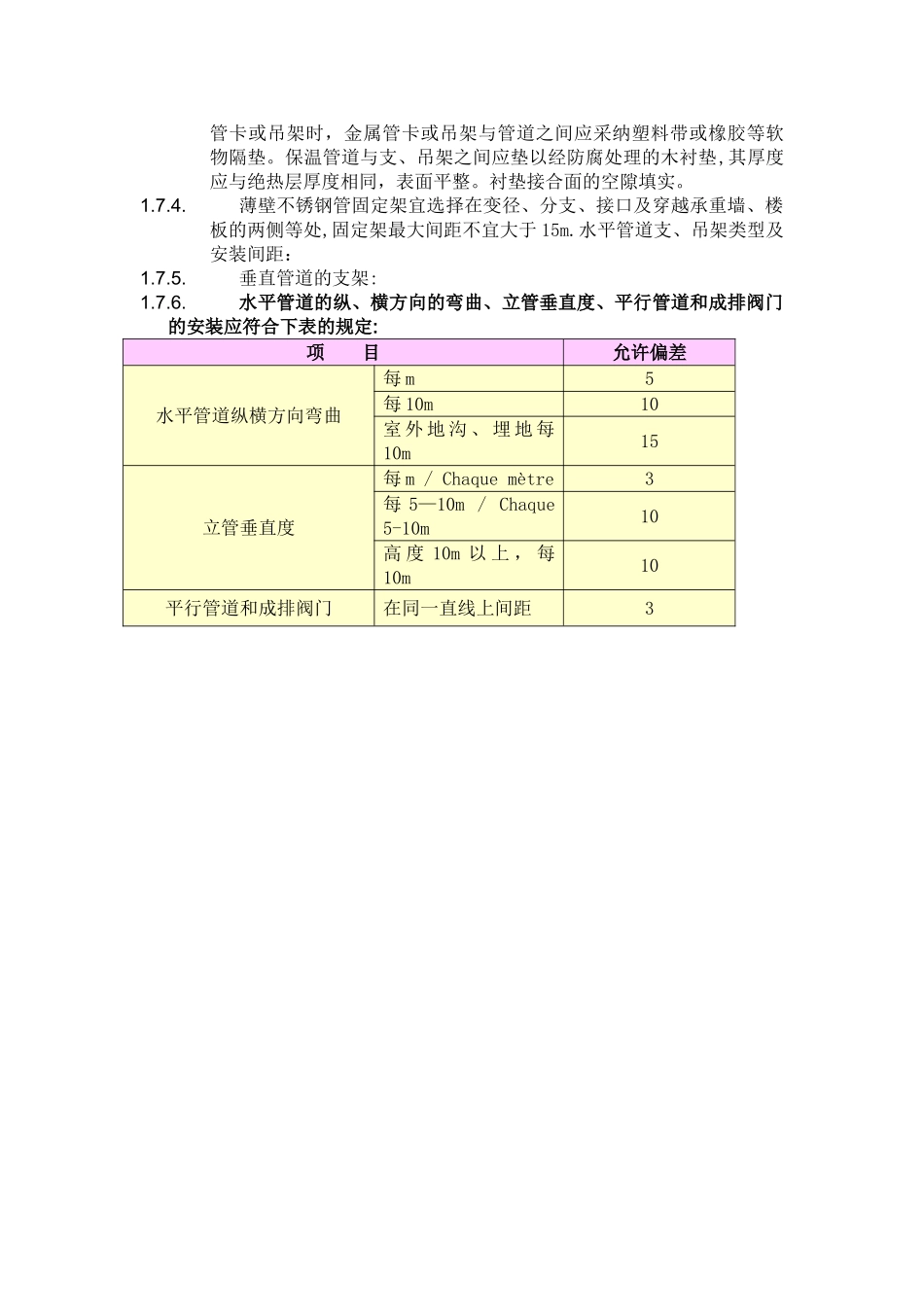
4、使用画线器在管端画标记线一周,做记号,以保证管子插入长度,避开造成脱管