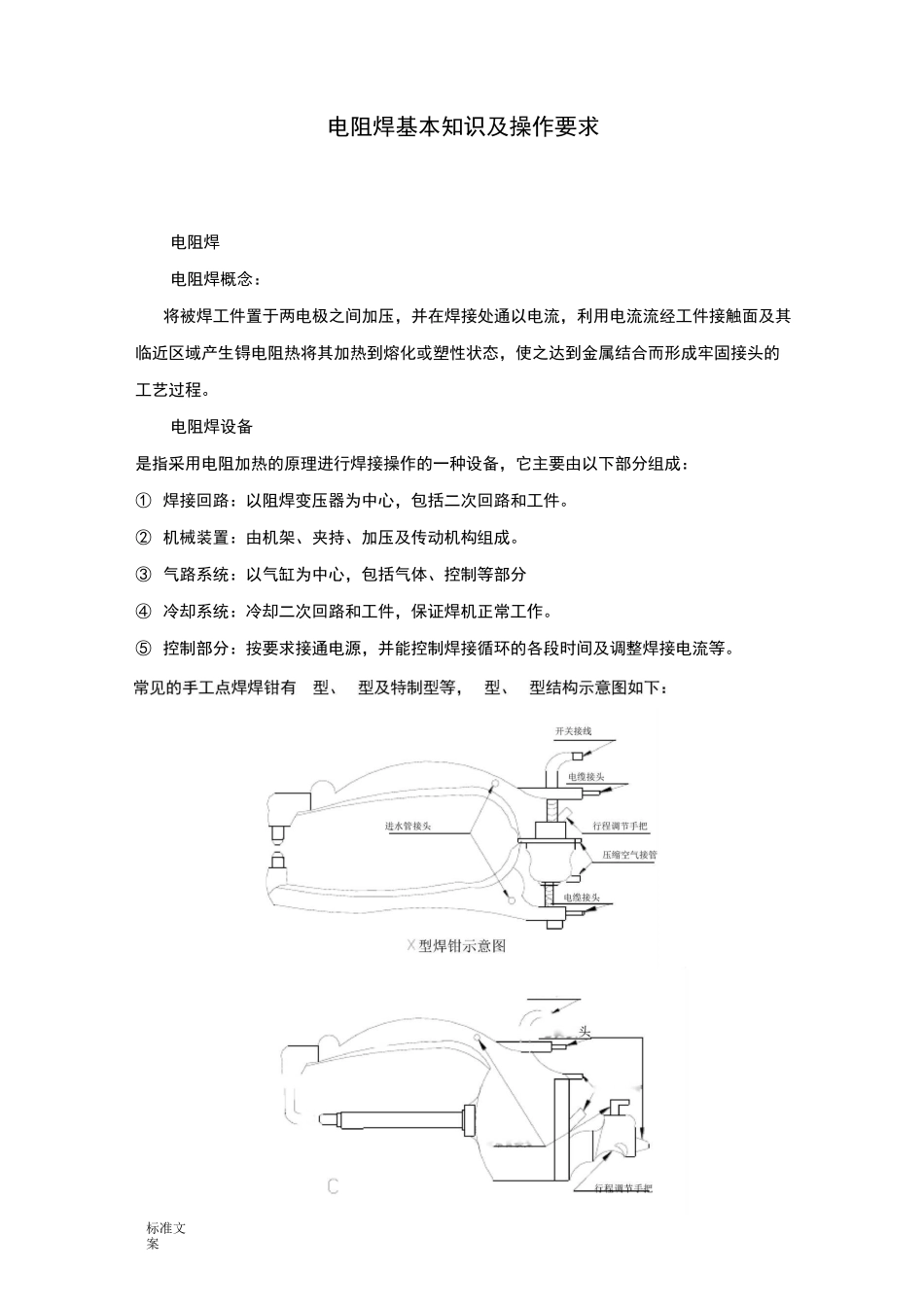
I进水管接压缩空气接二开关接II 电缆接型焊钳示意电阻焊基本知识及操作要求电阻焊电阻焊概念:将被焊工件置于两电极之间加压,并在焊接处通以电流,利用电流流经工件接触面及其临近区域产生锝电阻热将其加热到熔化或塑性状态,使之达到金属结合而形成牢固接头的工艺过程
电阻焊设备是指采用电阻加热的原理进行焊接操作的一种设备,它主要由以下部分组成:① 焊接回路:以阻焊变压器为中心,包括二次回路和工件
② 机械装置:由机架、夹持、加压及传动机构组成
③ 气路系统:以气缸为中心,包括气体、控制等部分④ 冷却系统:冷却二次回路和工件,保证焊机正常工作
⑤ 控制部分:按要求接通电源,并能控制焊接循环的各段时间及调整焊接电流等
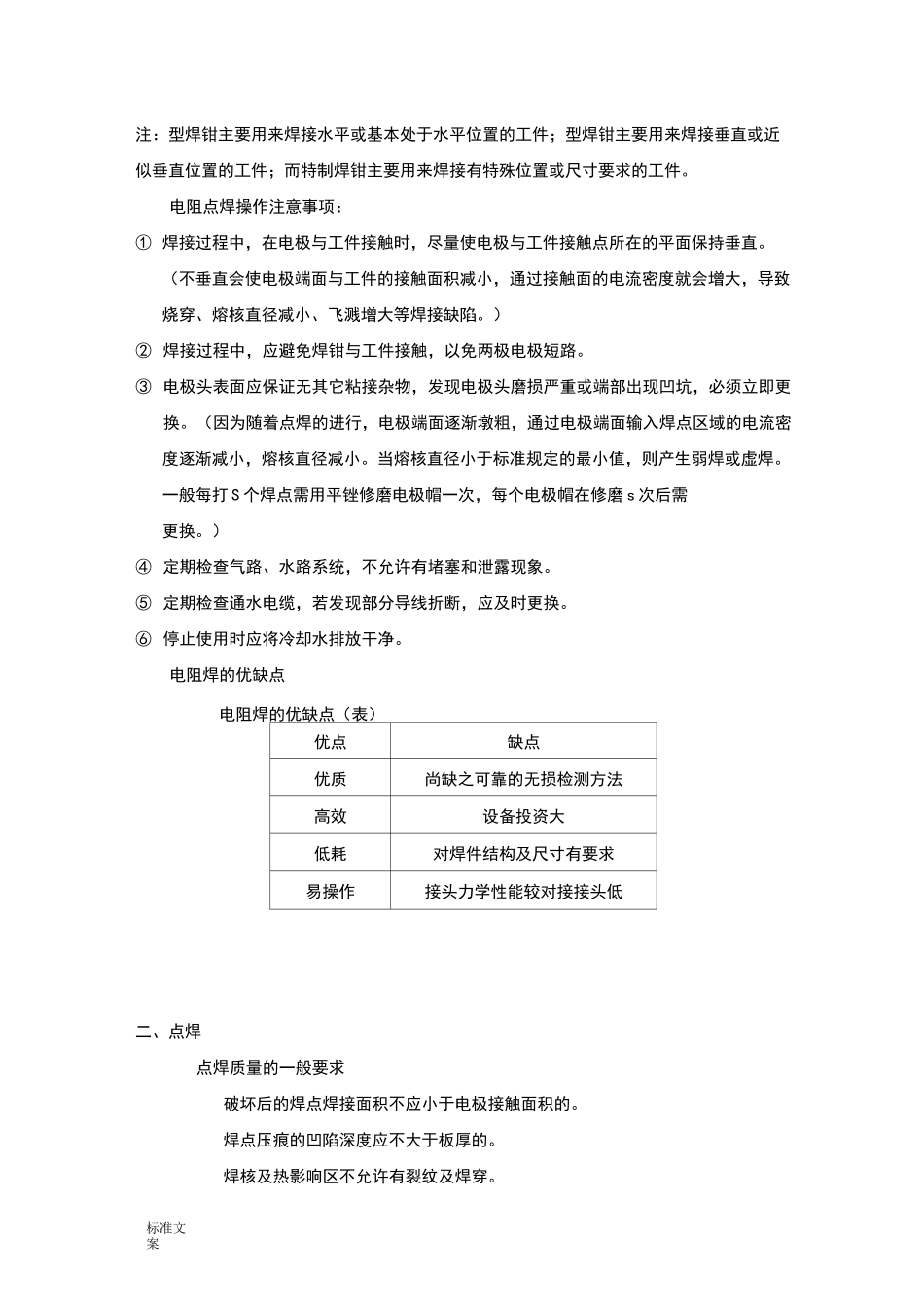
标准文案注:型焊钳主要用来焊接水平或基本处于水平位置的工件;型焊钳主要用来焊接垂直或近似垂直位置的工件;而特制焊钳主要用来焊接有特殊位置或尺寸要求的工件
电阻点焊操作注意事项:① 焊接过程中,在电极与工件接触时,尽量使电极与工件接触点所在的平面保持垂直
(不垂直会使电极端面与工件的接触面积减小,通过接触面的电流密度就会增大,导致烧穿、熔核直径减小、飞溅增大等焊接缺陷
)② 焊接过程中,应避免焊钳与工件接触,以免两极电极短路
③ 电极头表面应保证无其它粘接杂物,发现电极头磨损严重或端部出现凹坑,必须立即更换
(因为随着点焊的进行,电极端面逐渐墩粗,通过电极端面输入焊点区域的电流密度逐渐减小,熔核直径减小
当熔核直径小于标准规定的最小值,则产生弱焊或虚焊
一般每打 S 个焊点需用平锉修磨电极帽一次,每个电极帽在修磨 s 次后需更换
)④ 定期检查气路、水路系统,不允许有堵塞和泄露现象
⑤ 定期检查通水电缆,若发现部分导线折断,应及时更换
⑥ 停止使用时应将冷却水排放干净
电阻焊的优缺点电阻焊的优缺点(表)优点缺点优质尚缺之可靠的无损检测方法高效设备投资大低耗对焊件结构及