实木复合门质量标准一:下料门边宽度 40mm,上下码头木方宽度 40mm,厚度根据用材计算
木方胶压面应顺直,不得有波浪急弯
开裂和扭曲变形
木材含水率不超过 10%
根据图纸生产单尺寸去掉两边风标厚度,加裁门余量 5mm
二:面板选材: 1:根据料单和工艺选用面板,饰面板表面无露底
结疤等缺陷,特别情况经允许方可使用
2:饰面板清理洁净,喷底漆均匀,无流坠
3:一套门要选用颜色相似的饰面板或木皮
柜门无特别要求,两面选用厚度和材质一样的材料,防止拉力不一致导致变形
柜门背面要喷好底漆,需要修色的修好颜色,防止变形,无特别要求背面不喷底漆
5:裁面板时根据材料尺寸计算好裁切方案,避开浪费
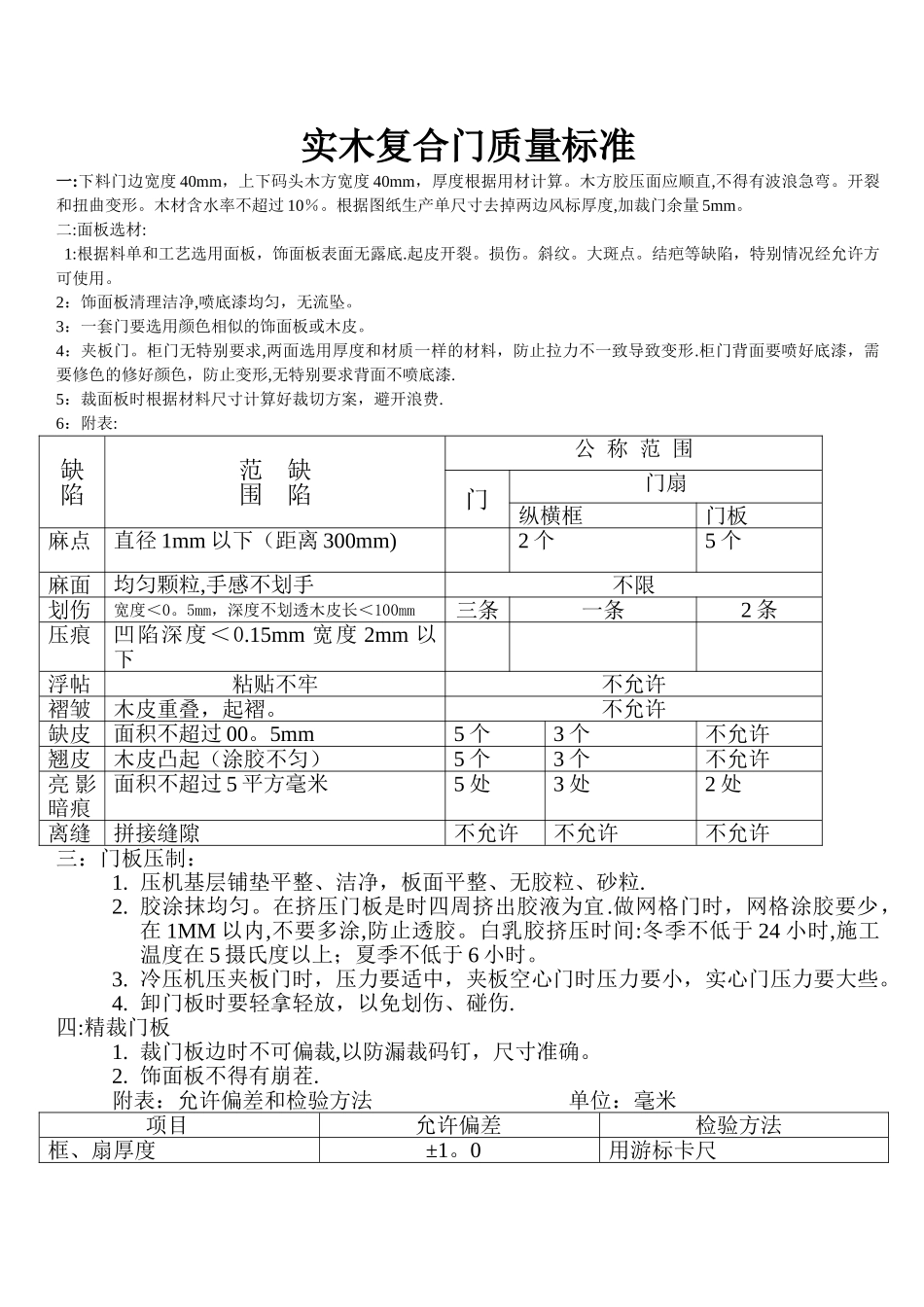
6:附表:缺陷名称缺陷范围公 称 范 围门门扇纵横框门板麻点直径 1mm 以下(距离 300mm)2 个5 个麻面均匀颗粒,手感不划手不限划伤宽度<0
5mm,深度不划透木皮长<100mm三条一条2 条压痕凹陷深度<0
15mm 宽度 2mm 以下浮帖粘贴不牢不允许褶皱木皮重叠,起褶
不允许缺皮面积不超过 00
5mm5 个3 个不允许翘皮木皮凸起(涂胶不匀)5 个3 个不允许亮 影暗痕面积不超过 5 平方毫米5 处3 处2 处离缝拼接缝隙不允许不允许不允许三:门板压制:1
压机基层铺垫平整、洁净,板面平整、无胶粒、砂粒
在挤压门板是时四周挤出胶液为宜
做网格门时,网格涂胶要少,在 1MM 以内,不要多涂,防止透胶
白乳胶挤压时间:冬季不低于 24 小时,施工温度在 5 摄氏度以上;夏季不低于 6 小时
冷压机压夹板门时,压力要适中,夹板空心门时压力要小,实心门压力要大些
卸门板时要轻拿轻放,以免划伤、碰伤
四:精裁门板1
裁门板边时不可偏裁,以防漏裁码钉,尺寸准确
饰面板不得有崩茬
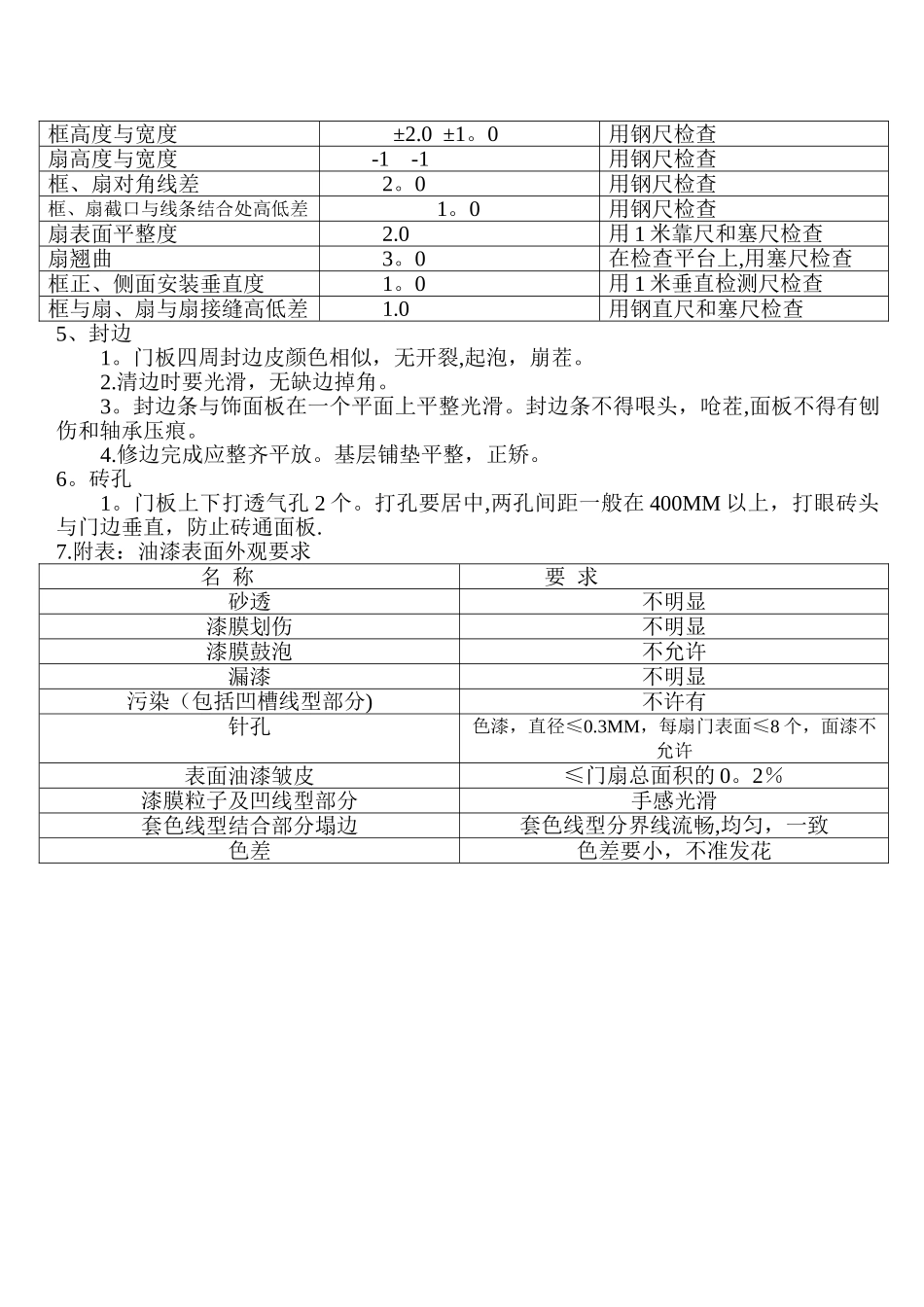
附表:允许偏差和检验方法