工 装 夹 具 管 理 制 度(根据GJB9001B—2024、GJB546A-1996编制)编号:版次:发布:实施:页次:7/7编制:审核:批准: 封 面文 件 修 订 履 历版次页次文件修订前文件修订后修订日期B/07/7第 一 次 下 发文 件 会 签□质量部:□生产部:□信息部:□研发部:□销售部:□办公室:□设备组:□质量部:1
目的为明确工装夹具的评估、设计、制作、验收、鉴定和使用指导
适用范围公 司 生 产 用 的 所 有 工 装 夹 具
职责研发部负责对工装夹具的评估、设计、制作、验收、鉴定和使用指导
生产部负责对所使用的工装夹具申请、保养、维修、保存
质量部负责对工装夹具的监督管理
作业程序 4
1工装夹具的评估4
1 根 据 产 品 的 需 要 , 产 品 在 生 产 时 和 测 试 过 程 中需 要 使 用 工 装 夹 具 , 相 关 部 门 要 先 填 写 《 工 装 夹 具申 请 表 》
2 《 工 装 夹 具 申 请 表 》 经 过 项 目 负 责 人 和 研 发部 负 责 人 批 准 , 可 组 织 相 关 人 员 对 该 工 装 夹 具 进 行 评估
2 工 装 夹 具 的 设 计4
1 工 装 夹 具 设 计 必 须 遵 守 “ 保 证 产 品 质 量 , 使 用操 作 安 全 , 维 护 检 修 方 便 ” 的 基 本 原 则
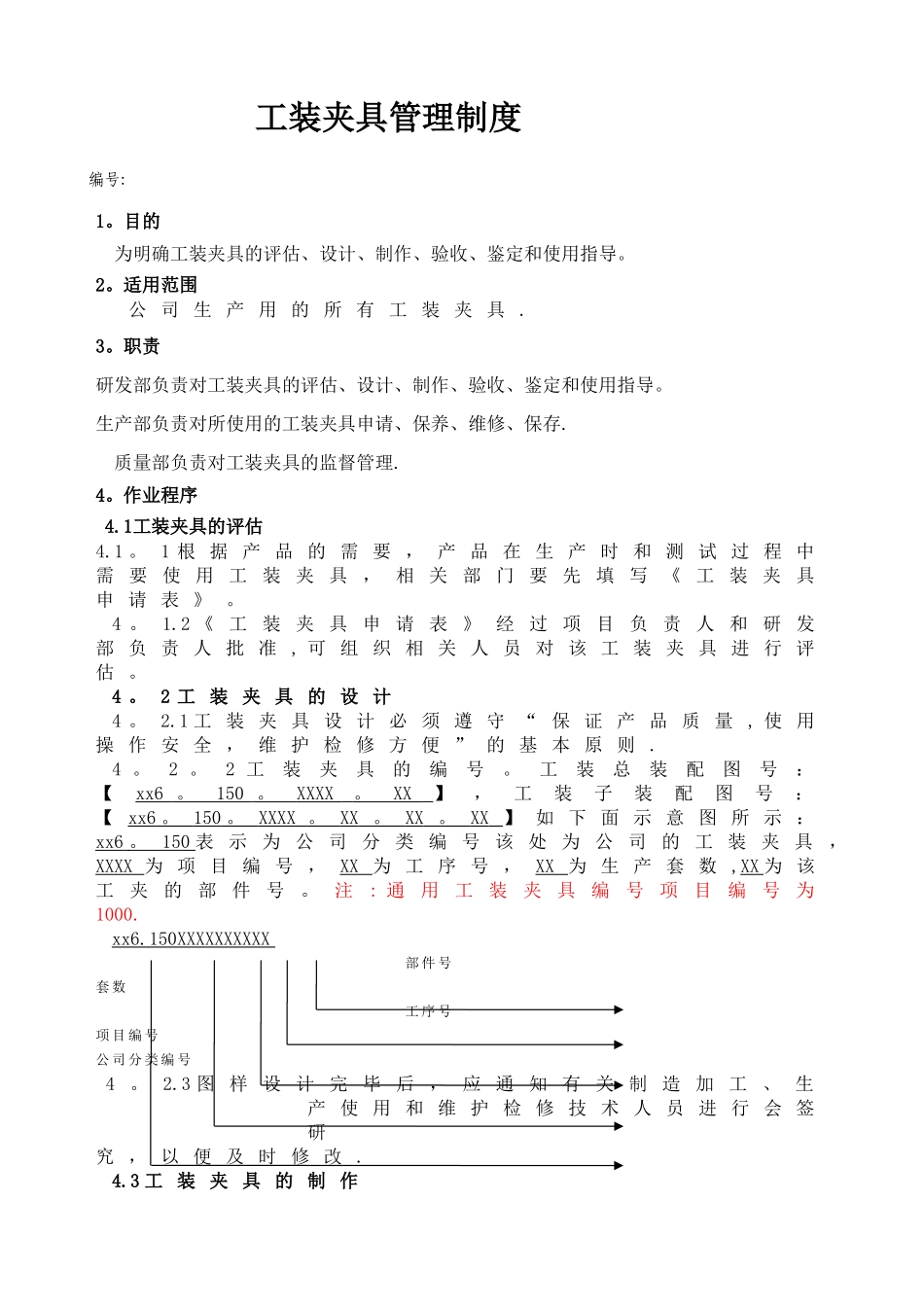
2 工装夹具的编号
工装总装配图号:【xx6
XX 】,工装子装配图号:【 xx6
XX 】 如 下 面 示 意 图 所 示 :xx6
150 表 示 为 公 司 分 类 编 号 该 处 为 公 司 的 工 装 夹 具,XXXX 为 项 目 编 号 , XX 为