ZZCJ—GY13—04-2024混炼工序作业指导书1、烘胶工序1
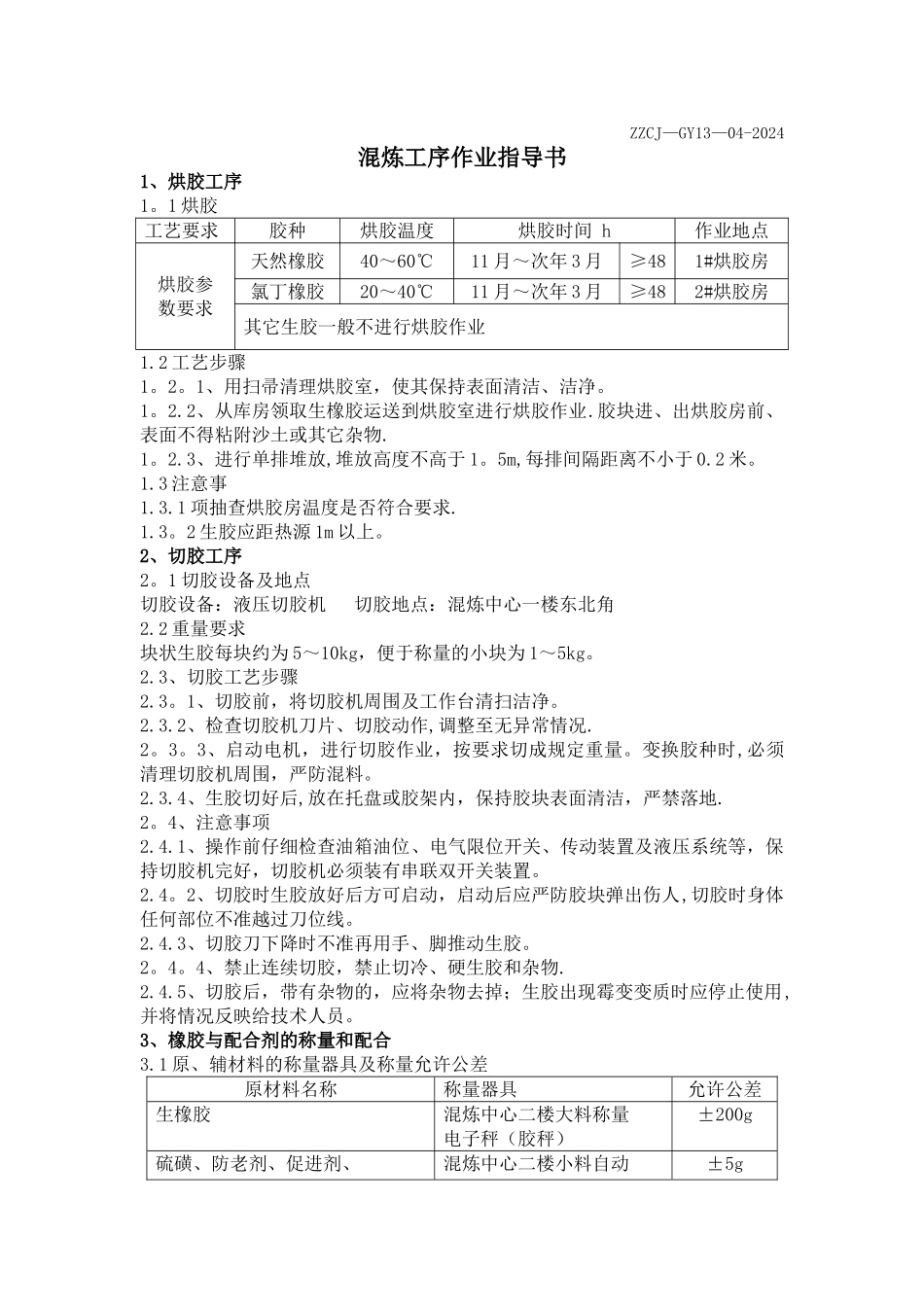
1 烘胶工艺要求胶种烘胶温度 烘胶时间 h作业地点烘胶参数要求天然橡胶40~60℃11 月~次年 3 月≥481#烘胶房氯丁橡胶20~40℃11 月~次年 3 月≥482#烘胶房其它生胶一般不进行烘胶作业1
2 工艺步骤1
1、用扫帚清理烘胶室,使其保持表面清洁、洁净
2、从库房领取生橡胶运送到烘胶室进行烘胶作业
胶块进、出烘胶房前、表面不得粘附沙土或其它杂物
3、进行单排堆放,堆放高度不高于 1
5m,每排间隔距离不小于 0
3 注意事1
1 项抽查烘胶房温度是否符合要求
2 生胶应距热源 1m 以上
2、切胶工序2
1 切胶设备及地点切胶设备:液压切胶机 切胶地点:混炼中心一楼东北角2
2 重量要求块状生胶每块约为 5~10kg,便于称量的小块为 1~5kg
3、切胶工艺步骤2
1、切胶前,将切胶机周围及工作台清扫洁净
2、检查切胶机刀片、切胶动作,调整至无异常情况
3、启动电机,进行切胶作业,按要求切成规定重量
变换胶种时,必须清理切胶机周围,严防混料
4、生胶切好后,放在托盘或胶架内,保持胶块表面清洁,严禁落地
4、注意事项2
1、操作前仔细检查油箱油位、电气限位开关、传动装置及液压系统等,保持切胶机完好,切胶机必须装有串联双开关装置
2、切胶时生胶放好后方可启动,启动后应严防胶块弹出伤人,切胶时身体任何部位不准越过刀位线
3、切胶刀下降时不准再用手、脚推动生胶
4、禁止连续切胶,禁止切冷、硬生胶和杂物
5、切胶后,带有杂物的,应将杂物去掉;生胶出现霉变变质时应停止使用,并将情况反映给技术人员
3、橡胶与配合剂的称量和配合3
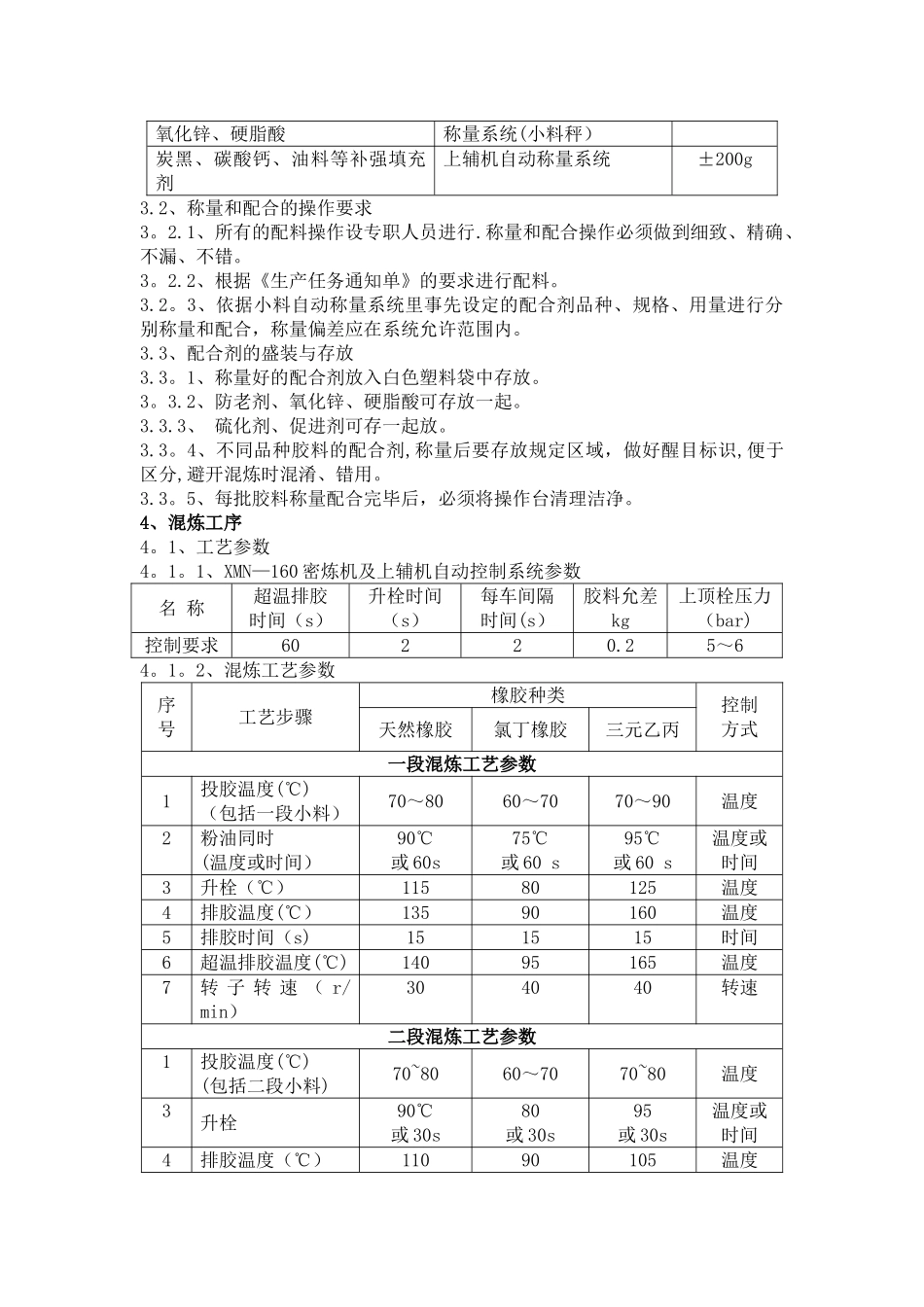
1 原、辅材料的称量器具及称量允许公差原材料名称称量器具允许