焊接作业指导书1 目的 按图纸要求对铁件实施焊接工作,保证焊接质量
2 适应范围 本守则适用于本厂所有产品生产过程中焊接工序
凡设计图纸、技术要求、工艺文件对焊接注有特别要求应根据要求施焊,对焊接没注明要求一律执行本守则规定
1 焊接工序由机加工车间归口管理,并负责焊接工艺质量提高
2 机加工车间、焊接操作人员,必须按图样要求施工,按守则要求操作
4 工作程序及要求4
1 焊接设备及材料沟通弧焊机 气割CO₂ 保护焊机 焊条(丝)Ф2~5点焊机 Ф0
1 焊接前准备4
1 熟悉技术文件,明确图纸及工艺文件技术要求,不明白之处及时询问有关人员
2 焊接设备的选择 a)沟通弧焊机:主要用于箱变底座槽钢、柜体角钢
b)CO₂ 保护焊:主要用于薄板焊接
c)点焊:用于涂件和薄板结构点焊
3 焊条或焊丝选择 一般结构选用 Ф0
8 焊丝,在材料厚度 S 大于 2
5mm 时可选用 Ф3
2 或以上的焊条
4 工装准备 需用焊具时,应按技术文件要求借用相应的工装并检查其是否符合加工需求
5 材料准备 a)焊接前应根据图纸或工艺文件要求先将所需要零部件准备好,并检查关键件是否具有上序检查的合格标示
b)焊接前应将待施焊处表面的油、污物、锈等清除洁净,在施焊处两边10~20mm 的氧化皮要清刷洁净
2 焊接过程4
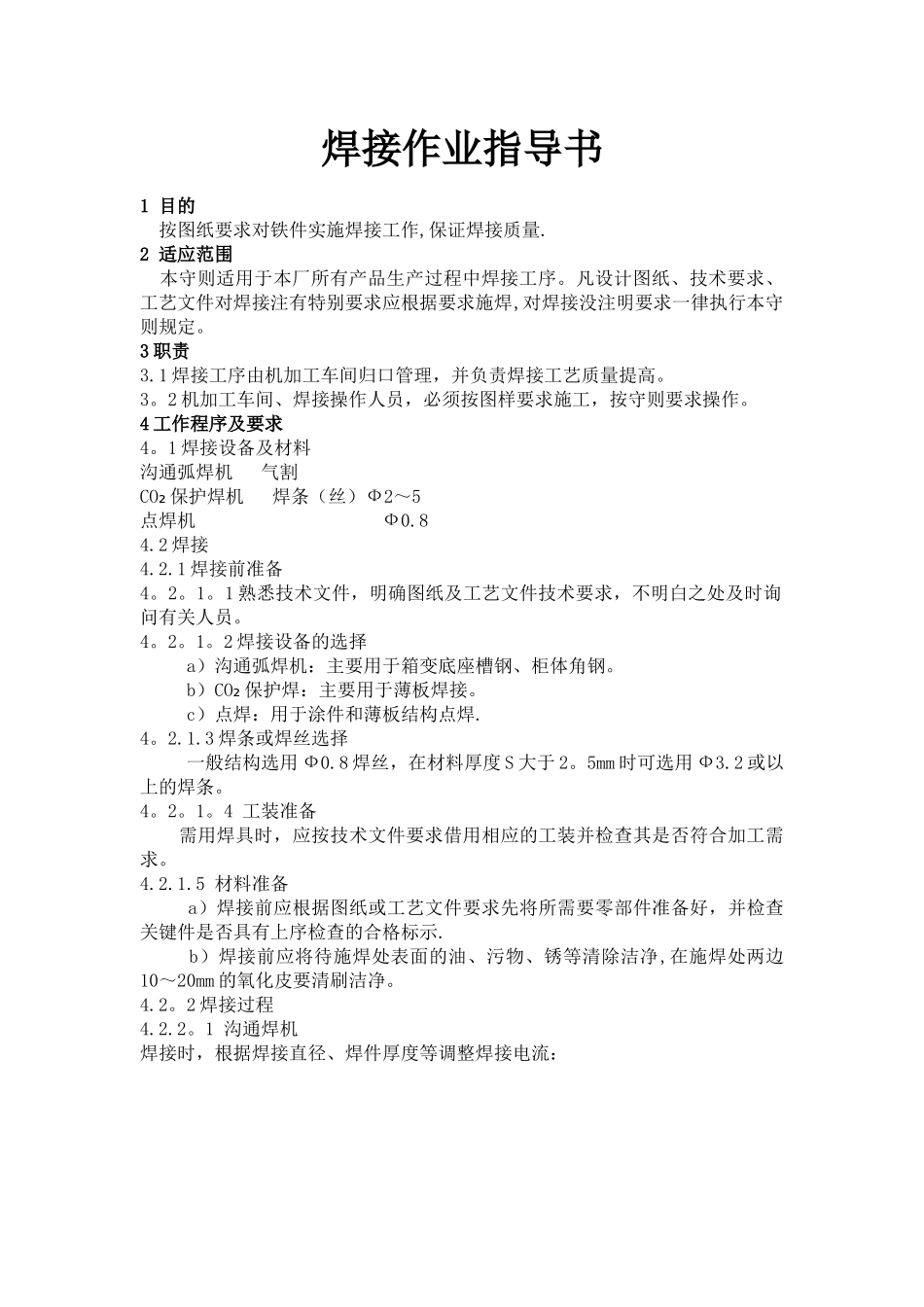
1 沟通焊机焊接时,根据焊接直径、焊件厚度等调整焊接电流:3
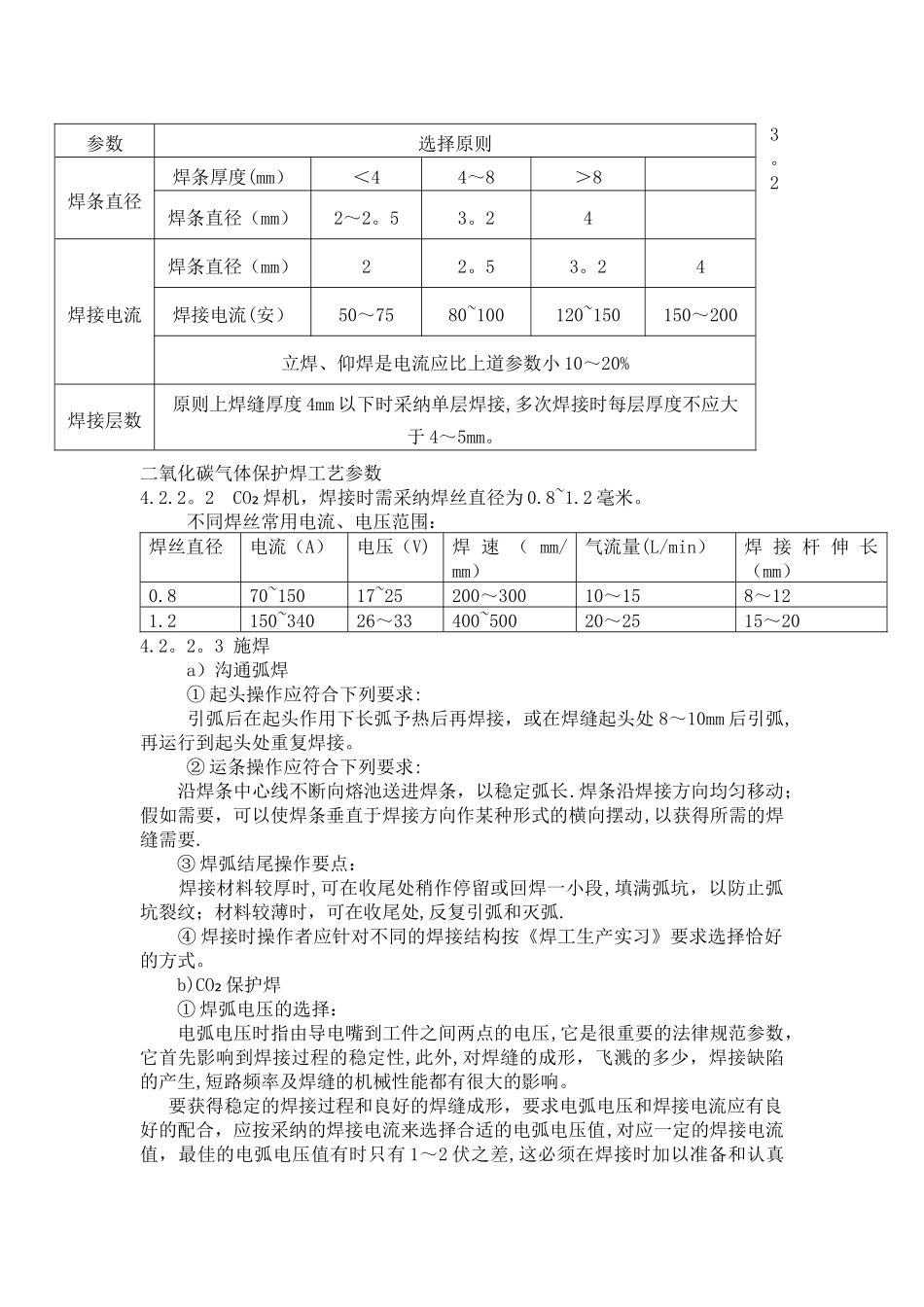
2 二氧化碳气体保护焊工艺参数4
2 CO₂ 焊机,焊接时需采纳焊丝直径为 0
不同焊丝常用电流、电压范围:焊丝直径电流(A)电压(V)焊 速 ( mm/mm)气流量(L/min)焊 接 杆 伸 长(mm)0
870~15017~25200~30010~158~121