QA(三)01-2024电 (扶)梯 作 业 指 导 书编制: 贾建军 审核: 赵志东 批准: 胡海军 呼和浩特市广泰隆楼宇设备有限责任公司2024 年 12 月 15 日电梯安装焊接作业指导书编制: 审核: 批准: 受控状态:版次:第二版呼和浩特市广泰隆楼宇设备有限责任公司2024 年 12 月 15 日电梯安装焊接作业指导书1 目的为了法律规范焊接作业行为,获得优质焊缝,同时使焊接后质量得到有效的检验和控制
2 范围适用于电梯安装的焊接作业
3 职责工程部负责焊接工艺评定、焊工培训及焊条的烘干和焊接作业的实施
质量控制部负责按设计要求及本工艺的要求进行检验
4 焊接工艺评定所有第一次焊接的材料,必须要有相应的焊接工艺评定
5 焊工培训取证所有参加焊接工作的焊工必须取得相应的焊接资格证
6 焊接材料选择焊接时,按焊接方法和母材的不同的焊接材料
附录 1 仅提供常用焊接材料
1 焊材储存及焊条烘干法律规范6
1 焊材储存要求见《焊接控制程序》
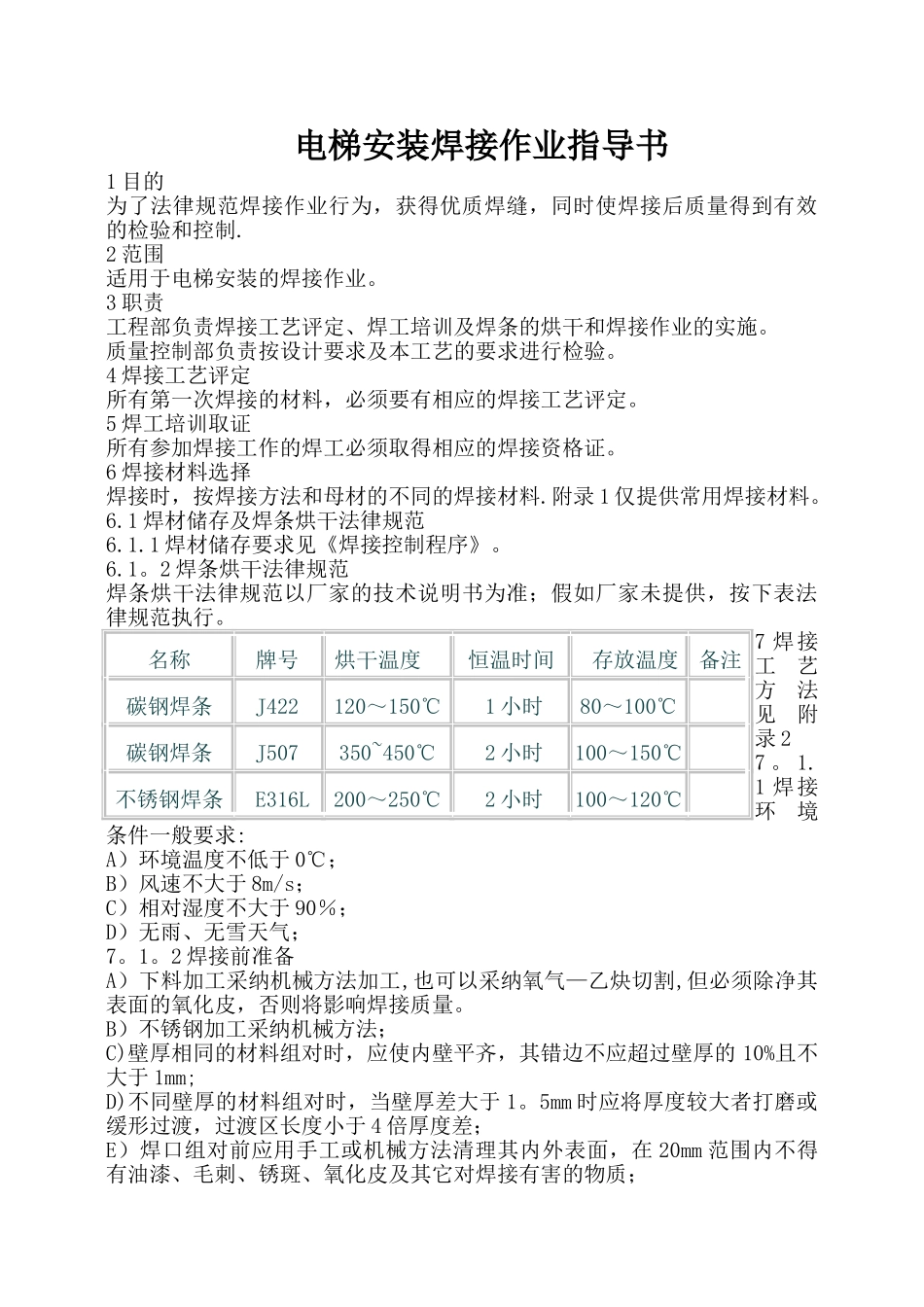
2 焊条烘干法律规范焊条烘干法律规范以厂家的技术说明书为准;假如厂家未提供,按下表法律规范执行
7 焊接工艺方法见附录 27
1 焊接环境条件一般要求:A)环境温度不低于 0℃;B)风速不大于 8m/s;C)相对湿度不大于 90%;D)无雨、无雪天气;7
2 焊接前准备A)下料加工采纳机械方法加工,也可以采纳氧气—乙炔切割,但必须除净其表面的氧化皮,否则将影响焊接质量
B)不锈钢加工采纳机械方法;C)壁厚相同的材料组对时,应使内壁平齐,其错边不应超过壁厚的 10%且不大于 1mm;D)不同壁厚的材料组对时,当壁厚差大于 1
5mm 时应将厚度较大者打磨或缓形过渡,过渡区长度小于 4 倍厚度差;E)焊口组对前应用手工或机械方法清理其内外表面,在 20mm 范围内不得有油漆、毛刺、锈斑、氧化皮及其它对焊接有害的