1、目的:为保证公司的产品表面、外观质量符合客户要求
2、适用范围:电镀产品的检验
3、定义:3
1 产品表面的分类:依产品安装后所观察到的面分类
(附件一)3
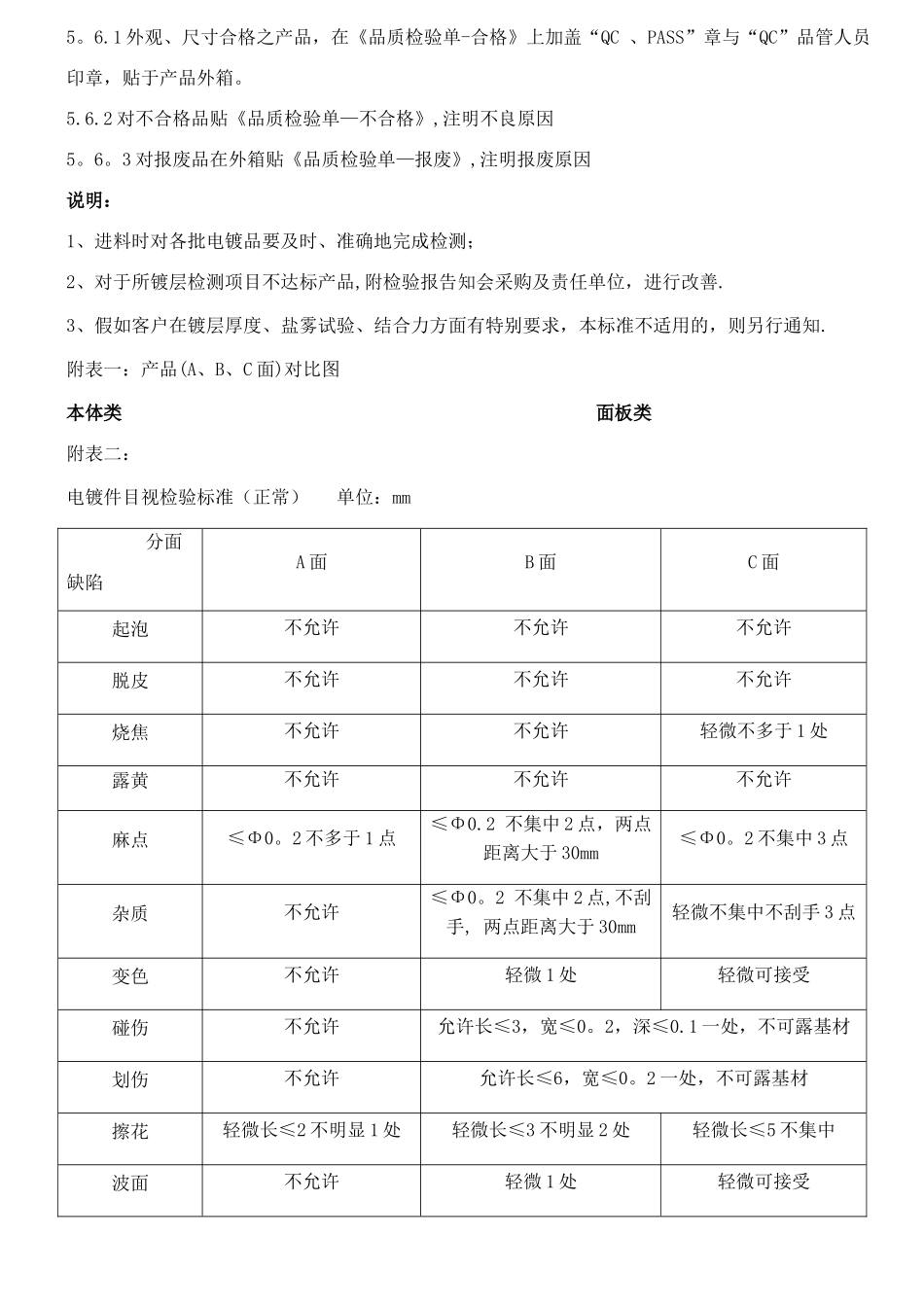
1 A 面:产品安装后,从正前 45 度上方可观察到的表面
2 B 面:产品安装后,观察者需左(右)水平转动 90°产品才可看到的表面,即产品两侧面
3 C 面:产品安装使用中,一般情况下观察者不易看到的面即产品的底面和后面
2 表面电镀不良:产品在电镀操作过程中所产生的表面缺陷
1 起泡:镀层与基层之间因附着力不强,造成在表面隆起的现象
2 脱皮:镀层与基层结合力不够,镀层从基层起皮脱落
3 烧焦:局部镀层与其它表面镀层产生色差,表面粗糙
4 露黄:镀层未能完全覆盖基层,而露出黄色的镍层(零配件可盖住的部分除外)
5 麻点:镀层表面细微的小点
6 杂质:镀层表面因附者其它金属颗粒(凸状物),而造成表面粗糙
7 蓝膜:观察镀层表面可见蓝色的反光
8 露基材:产品表面未被镀层完全覆盖
3 非电镀表面不良:产品不是因电镀原因而造成的表面不良
1 碰伤:镀层表面因碰撞而产生的凹状痕迹
2 划伤:镀层表面被尖锐物体划出线状痕迹
3 擦花:镀层表面被硬物擦的轻微线状痕迹
4 白膜:电镀后,留在镀层表面的电镀液
5 波面:电镀前,产品表面未抛平整,电镀后可在镀层表面明显看到水波状波纹
6 砂眼:铸造、压铸件在抛光后,表面留有较大凹坑
7 气孔:铸造、压铸件在抛光后,表面留下较深的凹坑
4、权责:4
1 品管部:负责该标准编制,监督车间及外协供应商执行4
2 车间及外协供应商:执行该标准5、内容:5
1 外观检验:5
1 检验条件及方法:5
1 在自然散射光线下或在无反