白车身焊点缺陷分析及质量改进白车身开发过程中,焊点质量是车身质量的一项重要因素,白车身关键部位,如车身前后悬架连接处,焊点质量要求较高,比普通焊点控制的更严,焊接熔核直径控制的更严谨,称之为安保焊点
焊接过程产生的焊接缺陷导致了白车身焊点强度的下降,产生焊接缺陷的原因是多种综合因素的结果,如焊接参数的设定不合理,钣金件搭接不良及焊接姿势不垂直等,如何提升白车身焊点质量,需要我们更深一步的去讨论焊接缺陷产生的原因及提升焊点质量的方法
关键词:焊点质量 焊接缺陷 质量改进一 焊接设备分析点焊属于电阻焊设备的一种,常见的点焊的焊接设备分为工频焊机、中频逆变焊机两种,均属于日韩系列的焊机,两种焊接设备各有不同的特点
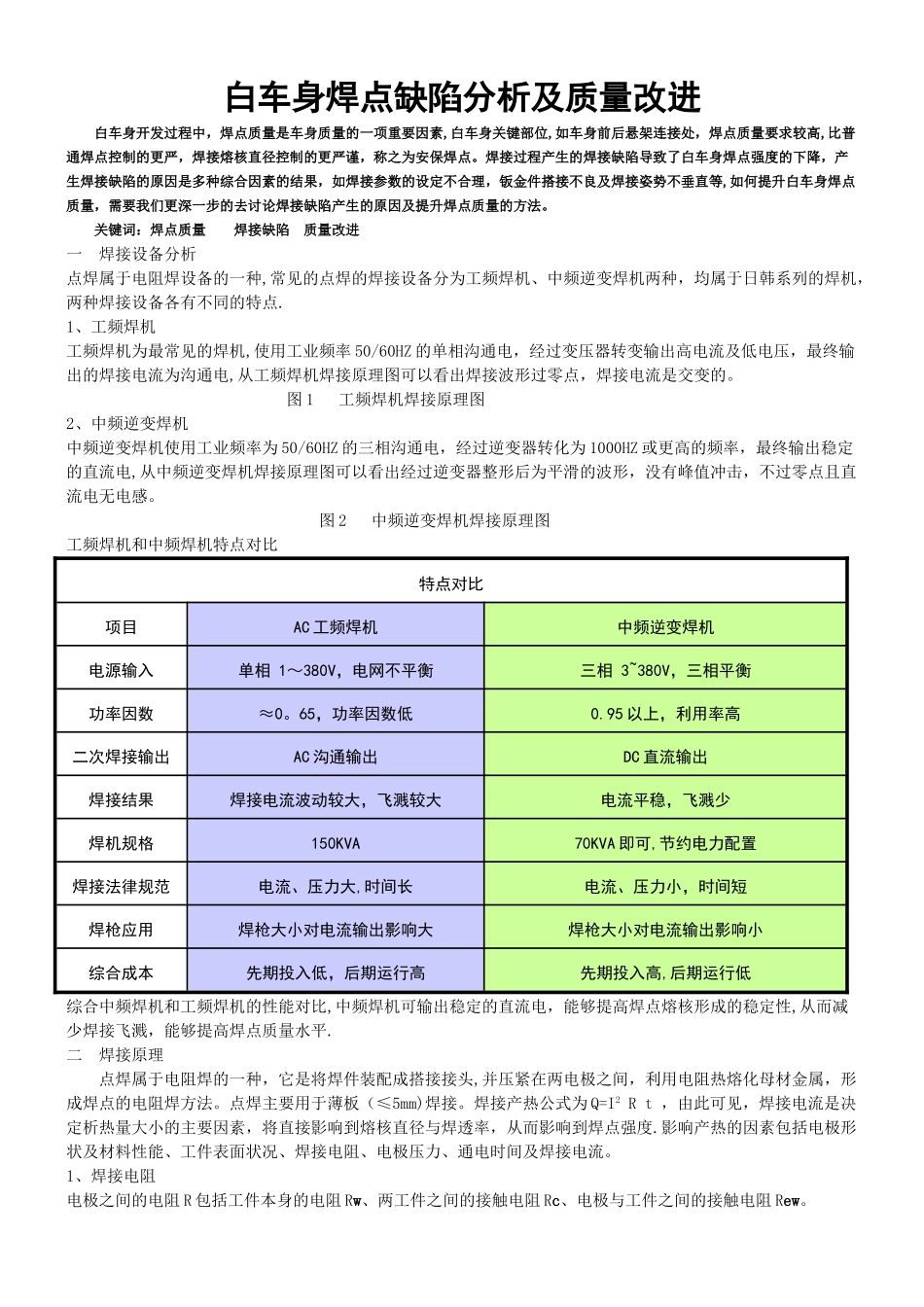
1、工频焊机工频焊机为最常见的焊机,使用工业频率 50/60HZ 的单相沟通电,经过变压器转变输出高电流及低电压,最终输出的焊接电流为沟通电,从工频焊机焊接原理图可以看出焊接波形过零点,焊接电流是交变的
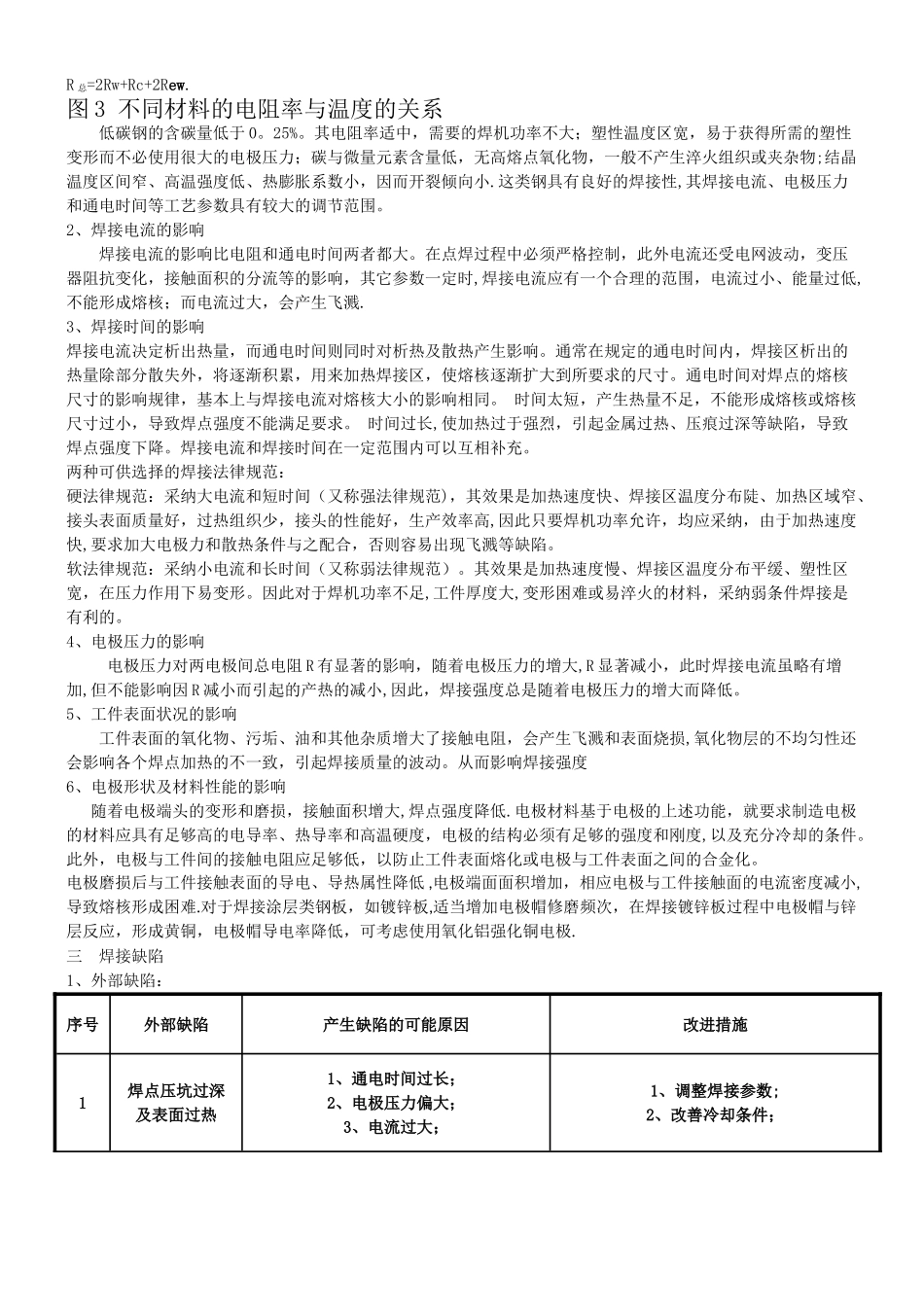
图 1 工频焊机焊接原理图2、中频逆变焊机中频逆变焊机使用工业频率为 50/60HZ 的三相沟通电,经过逆变器转化为 1000HZ 或更高的频率,最终输出稳定的直流电,从中频逆变焊机焊接原理图可以看出经过逆变器整形后为平滑的波形,没有峰值冲击,不过零点且直流电无电感
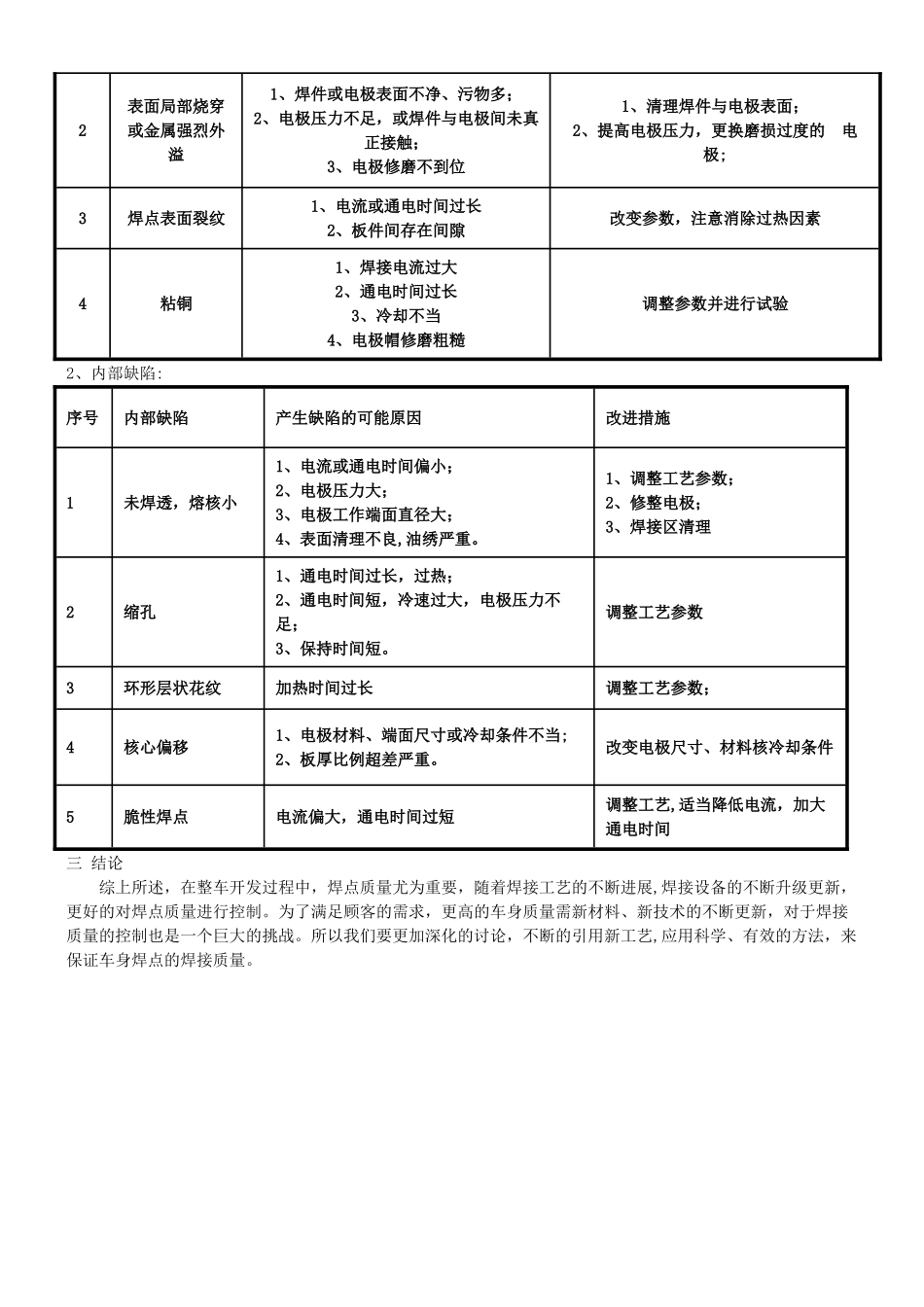
图 2 中频逆变焊机焊接原理图工频焊机和中频焊机特点对比特点对比项目AC 工频焊机中频逆变焊机电源输入单相 1~380V,电网不平衡三相 3~380V,三相平衡功率因数≈0
65,功率因数低0
95 以上,利用率高二次焊接输出AC 沟通输出DC 直流输出焊接结果焊接电流波动较大,飞溅较大电流平稳,飞溅少焊机规格150KVA70KVA 即可,节约电力配置焊接法律规范电流、压力大,时间长电流、压力小,时间短焊枪应用焊枪大小对电流输出影响大焊枪大小对电流输出影响小综合成本先期投入低,后期运行高先期投入高,后