一、 盾构壳体1 对盾构壳体钢板的检查应根据钢材厂家的检查合格证(钢材材料质量保证书)进行确认
2 盾构壳体修复应以设计要求为依据,并符合 GB50017—2024 的规定3 焊缝质量应符合国家标准 GB50205—2001 的规定
4 外观上不应有锈迹、伤痕、沙眼等其他异常情况
5 盾构壳体的长度公差为:切口环和支承环范围±14mm,盾尾环范围±10mm
6 盾尾环内径的尺寸公差为:+5mm~+15mm
7 壳体的直线度误差为:切口环和支承环范围±7
5mm;盾尾环范围±5mm
8 壳体的圆度误差≤10mm
9 其余参照 JB/T 5943—91 执行二、刀盘及刀盘驱动装置1 刀盘盘体的圆度误差≤12mm,平面度误差≤6mm
2 刀盘驱动装置中的外购件,如大轴承、减速器等,均应有制造厂家的产品合格证和测试报告,各项指标符合设计要求
3 盘体总成与支承环连接用高强度螺栓,须用扭矩扳手按设计规定的扭矩力预紧
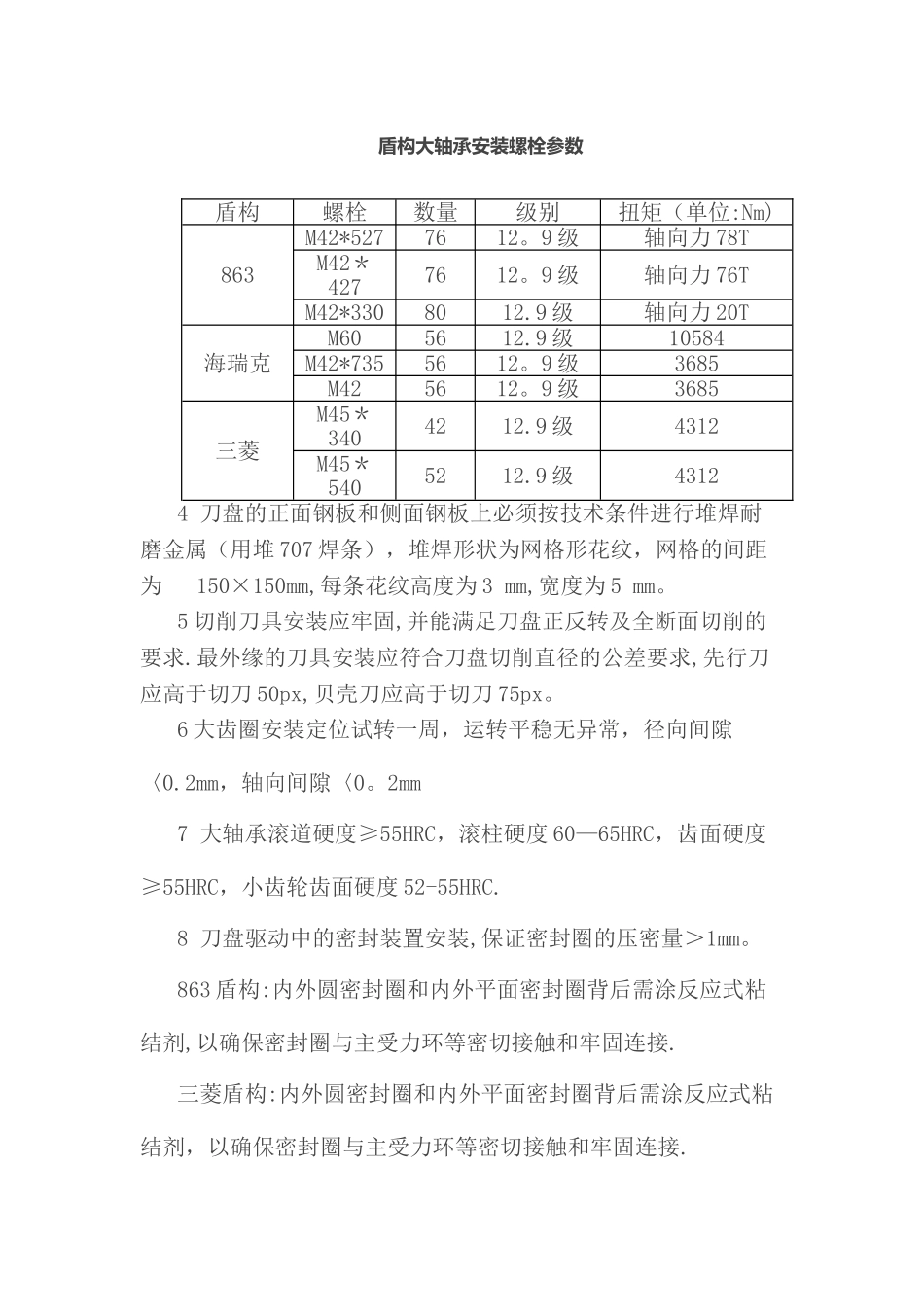
盾构大轴承安装螺栓参数盾构螺栓数量级别扭矩(单位:Nm)863 M42*5277612
9 级轴向力 78TM42*4277612
9 级轴向力 76TM42*3308012
9 级轴向力 20T海瑞克M605612
9 级10584M42*7355612
9 级3685M425612
9 级3685三菱M45*3404212
9 级4312M45*5405212
9 级43124 刀盘的正面钢板和侧面钢板上必须按技术条件进行堆焊耐磨金属(用堆 707 焊条),堆焊形状为网格形花纹,网格的间距为 150×150mm,每条花纹高度为 3 mm,宽度为 5 mm
5 切削刀具安装应牢固,并能满足刀盘正反转及全断面切削的要求
最外缘的刀具安装应符合刀盘切削直径的公差要求,先行刀应高于切刀 50px,贝壳刀应高于切刀 75px
6 大齿圈安装定位试转一周,运转平稳无异常,径向间隙