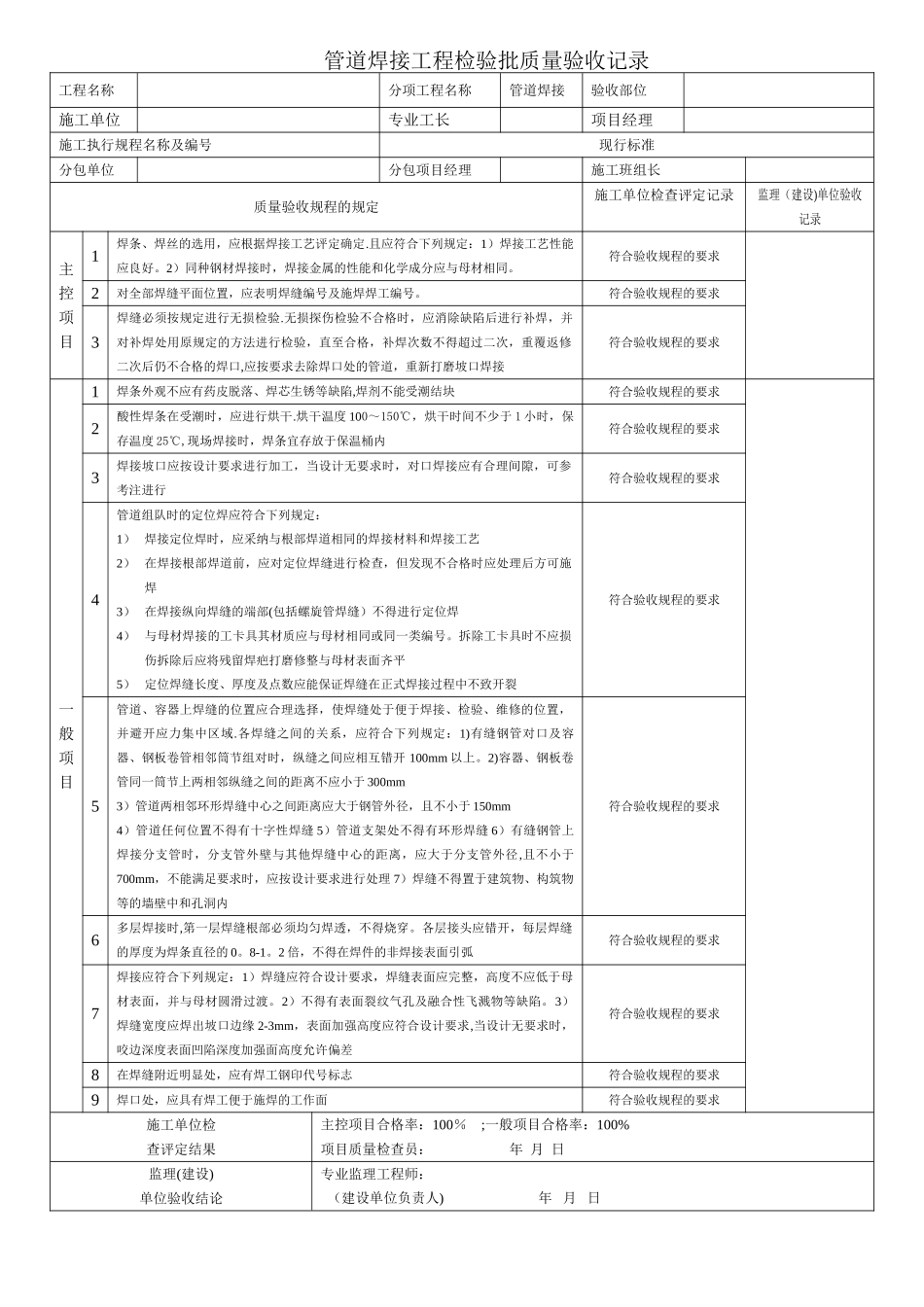
管道焊接工程检验批质量验收记录工程名称分项工程名称管道焊接验收部位施工单位专业工长项目经理 施工执行规程名称及编号现行标准分包单位分包项目经理施工班组长质量验收规程的规定施工单位检查评定记录监理(建设)单位验收记录主控项目1焊条、焊丝的选用,应根据焊接工艺评定确定
且应符合下列规定:1)焊接工艺性能应良好
2)同种钢材焊接时,焊接金属的性能和化学成分应与母材相同
符合验收规程的要求2对全部焊缝平面位置,应表明焊缝编号及施焊焊工编号
符合验收规程的要求3焊缝必须按规定进行无损检验
无损探伤检验不合格时,应消除缺陷后进行补焊,并对补焊处用原规定的方法进行检验,直至合格,补焊次数不得超过二次,重覆返修二次后仍不合格的焊口,应按要求去除焊口处的管道,重新打磨坡口焊接符合验收规程的要求一般项目1焊条外观不应有药皮脱落、焊芯生锈等缺陷,焊剂不能受潮结块符合验收规程的要求2酸性焊条在受潮时,应进行烘干
烘干温度 100~150℃,烘干时间不少于 1 小时,保存温度 25℃,现场焊接时,焊条宜存放于保温桶内符合验收规程的要求3焊接坡口应按设计要求进行加工,当设计无要求时,对口焊接应有合理间隙,可参考注进行符合验收规程的要求4管道组队时的定位焊应符合下列规定:1) 焊接定位焊时,应采纳与根部焊道相同的焊接材料和焊接工艺2) 在焊接根部焊道前,应对定位焊缝进行检查,但发现不合格时应处理后方可施焊3) 在焊接纵向焊缝的端部(包括螺旋管焊缝)不得进行定位焊4) 与母材焊接的工卡具其材质应与母材相同或同一类编号
拆除工卡具时不应损伤拆除后应将残留焊疤打磨修整与母材表面齐平5) 定位焊缝长度、厚度及点数应能保证焊缝在正式焊接过程中不致开裂符合验收规程的要求5管道、容器上焊缝的位置应合理选择,使焊缝处于便于焊接、检验、维修的位置,并避开应力集中区域
各焊缝之间的关系,应符合下列规定:1)有缝钢管对口及容