1 项目简介1
1 产品及生产纲领(1)产品主要承担大中型冲压零件的生产任务(四门两盖、地板、翼子板、立柱轮罩等);属于大批量生产性质; (2)生产纲领 全年生产低速电动车、物流车、高速电动车冲压件共计 5 万辆份,根据 28 组零件来考虑
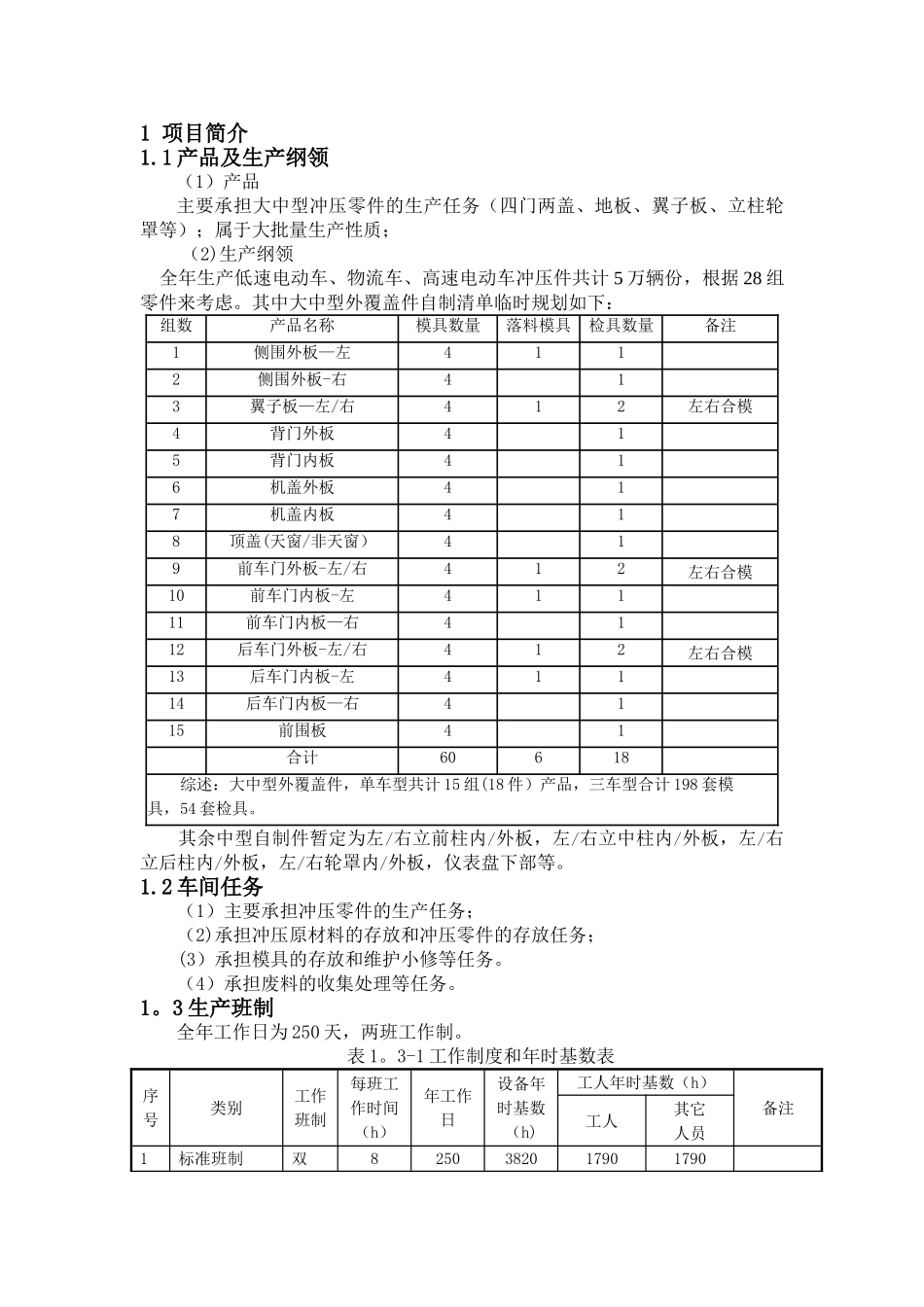
其中大中型外覆盖件自制清单临时规划如下:组数 产品名称 模具数量 落料模具检具数量 备注 1侧围外板—左 411 2侧围外板-右4 1 3翼子板—左/右412左右合模 4背门外板 4 15背门内板 4 16机盖外板 4 17机盖内板 4 18顶盖(天窗/非天窗) 4 1 9前车门外板-左/右 41 2左右合模 10前车门内板-左41111前车门内板—右4112后车门外板-左/右41 2左右合模 13后车门内板-左41114后车门内板—右4115前围板 4 1 合计 60618 综述:大中型外覆盖件,单车型共计 15 组(18 件)产品,三车型合计 198 套模具,54 套检具
其余中型自制件暂定为左/右立前柱内/外板,左/右立中柱内/外板,左/右立后柱内/外板,左/右轮罩内/外板,仪表盘下部等
2 车间任务(1)主要承担冲压零件的生产任务;(2)承担冲压原材料的存放和冲压零件的存放任务;(3)承担模具的存放和维护小修等任务
(4)承担废料的收集处理等任务
3 生产班制全年工作日为 250 天,两班工作制
3-1 工作制度和年时基数表序号类别工作班制每班工作时间(h)年工作日设备年时基数(h)工人年时基数(h)备注工人其它人员1标准班制双82503820179017902加班班制双83034539179017903加班最大双103035583179017902 设计原则和主要工艺说明2
1 设计原则 (1)本车间由模修工段和冲压工段组成
(2)原材料采纳板料,储存周期为 4 天
(3)本车间按大批量轮番流水方式组织生产