船 体 结 构 焊 接 修 理 作 业 指 导 书4
1 焊接前的准备4
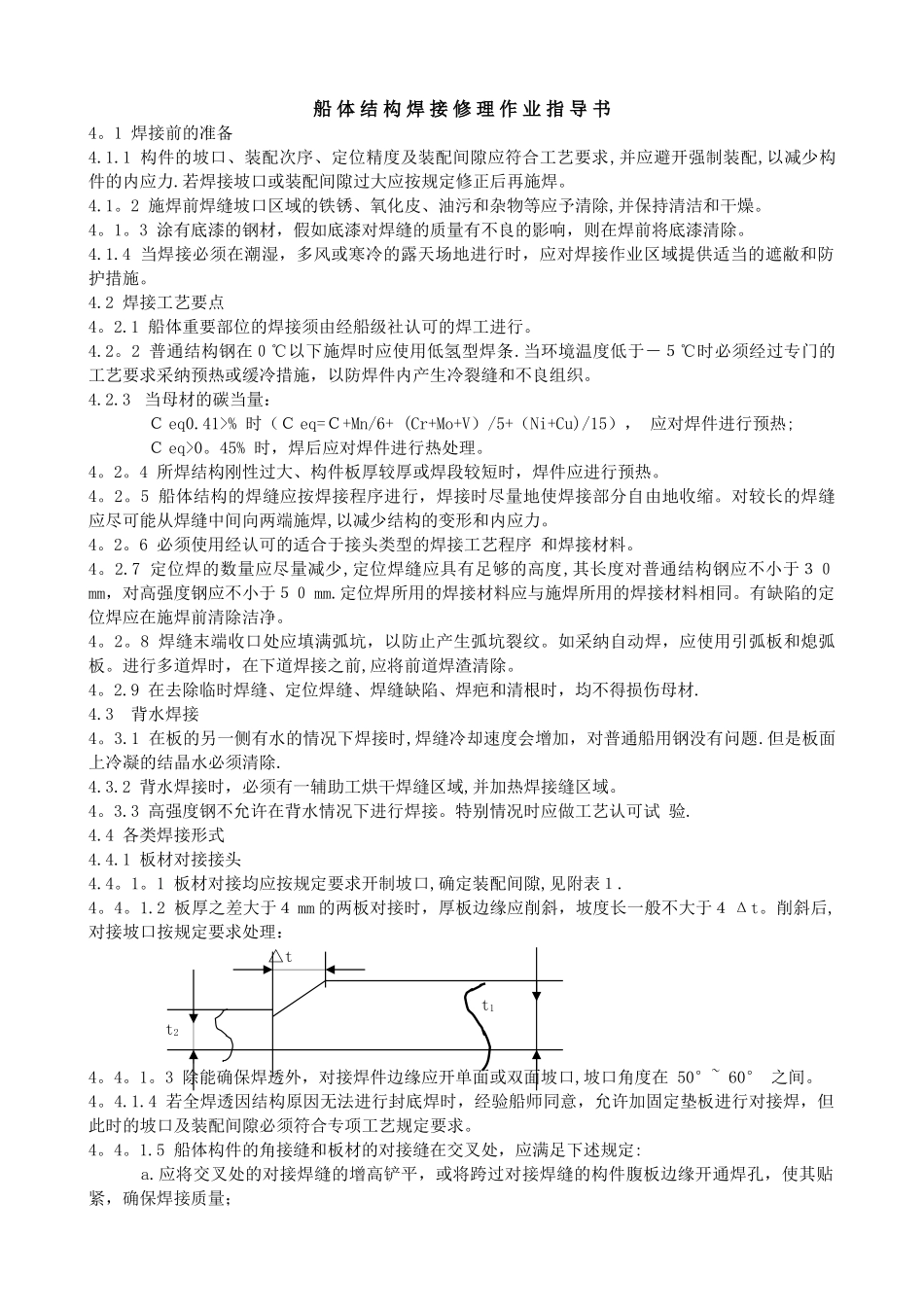
1 构件的坡口、装配次序、定位精度及装配间隙应符合工艺要求,并应避开强制装配,以减少构件的内应力
若焊接坡口或装配间隙过大应按规定修正后再施焊
2 施焊前焊缝坡口区域的铁锈、氧化皮、油污和杂物等应予清除,并保持清洁和干燥
3 涂有底漆的钢材,假如底漆对焊缝的质量有不良的影响,则在焊前将底漆清除
4 当焊接必须在潮湿,多风或寒冷的露天场地进行时,应对焊接作业区域提供适当的遮敝和防护措施
2 焊接工艺要点4
1 船体重要部位的焊接须由经船级社认可的焊工进行
2 普通结构钢在0℃以下施焊时应使用低氢型焊条
当环境温度低于-5℃时必须经过专门的工艺要求采纳预热或缓冷措施,以防焊件内产生冷裂缝和不良组织
3 当母材的碳当量: C eq0
41>% 时(C eq=C+Mn/6+ (Cr+Mo+V)/5+(Ni+Cu)/15), 应对焊件进行预热; C eq>0
45% 时,焊后应对焊件进行热处理
4 所焊结构刚性过大、构件板厚较厚或焊段较短时,焊件应进行预热
5 船体结构的焊缝应按焊接程序进行,焊接时尽量地使焊接部分自由地收缩
对较长的焊缝应尽可能从焊缝中间向两端施焊,以减少结构的变形和内应力
6 必须使用经认可的适合于接头类型的焊接工艺程序 和焊接材料
7 定位焊的数量应尽量减少,定位焊缝应具有足够的高度,其长度对普通结构钢应不小于30mm,对高强度钢应不小于50 mm
定位焊所用的焊接材料应与施焊所用的焊接材料相同
有缺陷的定位焊应在施焊前清除洁净
8 焊缝末端收口处应填满弧坑,以防止产生弧坑裂纹
如采纳自动焊,应使用引弧板和熄弧板
进行多道焊时,在下道焊接之前,应将前道焊渣清除
9 在去除临时焊缝、定位焊缝、