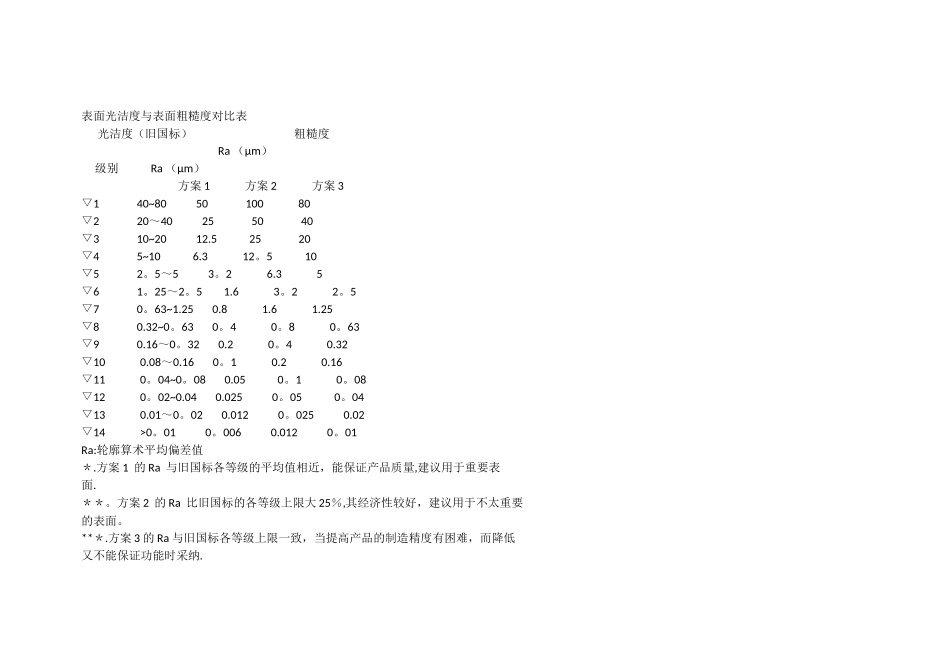
表面光洁度与表面粗糙度对比表 光洁度(旧国标) 粗糙度 Ra (μm) 级别 Ra (μm) 方案 1 方案 2 方案 3 ▽1 40~80 50 100 80 ▽2 20~40 25 50 40 ▽3 10~20 12
5 25 20 ▽4 5~10 6
5 10 ▽5 2
3 5 ▽6 1
5 ▽7 0
25 ▽8 0
63 ▽9 0
32 ▽10 0
16 ▽11 0
08 ▽12 0
04 ▽13 0
02 ▽14 >0
01 Ra:轮廓算术平均偏差值 *
方案 1 的 Ra 与旧国标各等级的平均值相近,能保证产品质量,建议用于重要表 面
方案 2 的 Ra 比旧国标的各等级上限大 25%,其经济性较好,建议用于不太重要 的表面
方案 3 的 Ra 与旧国标各等级上限一致,当提高产品的制造精度有困难,而降低 又不能保证功能时采纳
****Ra 为 0
1μm 时,其符号如下,余类推
这是日本的光洁度的表示方法,三个倒三角形代表表面光洁度为三花级,Ra=0
8,有三个等级,即三花 7(相当于 Ra0
8)、三花 8(相当于 Ra0
4)、三花 9(相当于 Ra0
2),G 表示研磨加工
这个概念要讲详细点,首先三角是倒的,这个图应该是日本或者台湾的,现在日本和台湾用的是光洁度▽,▽▽,▽▽▽,▽▽▽▽
▽▽▽▽对应 Ra<0
2;▽▽▽ 对应Ra=0
8;▽▽ 对应 Ra