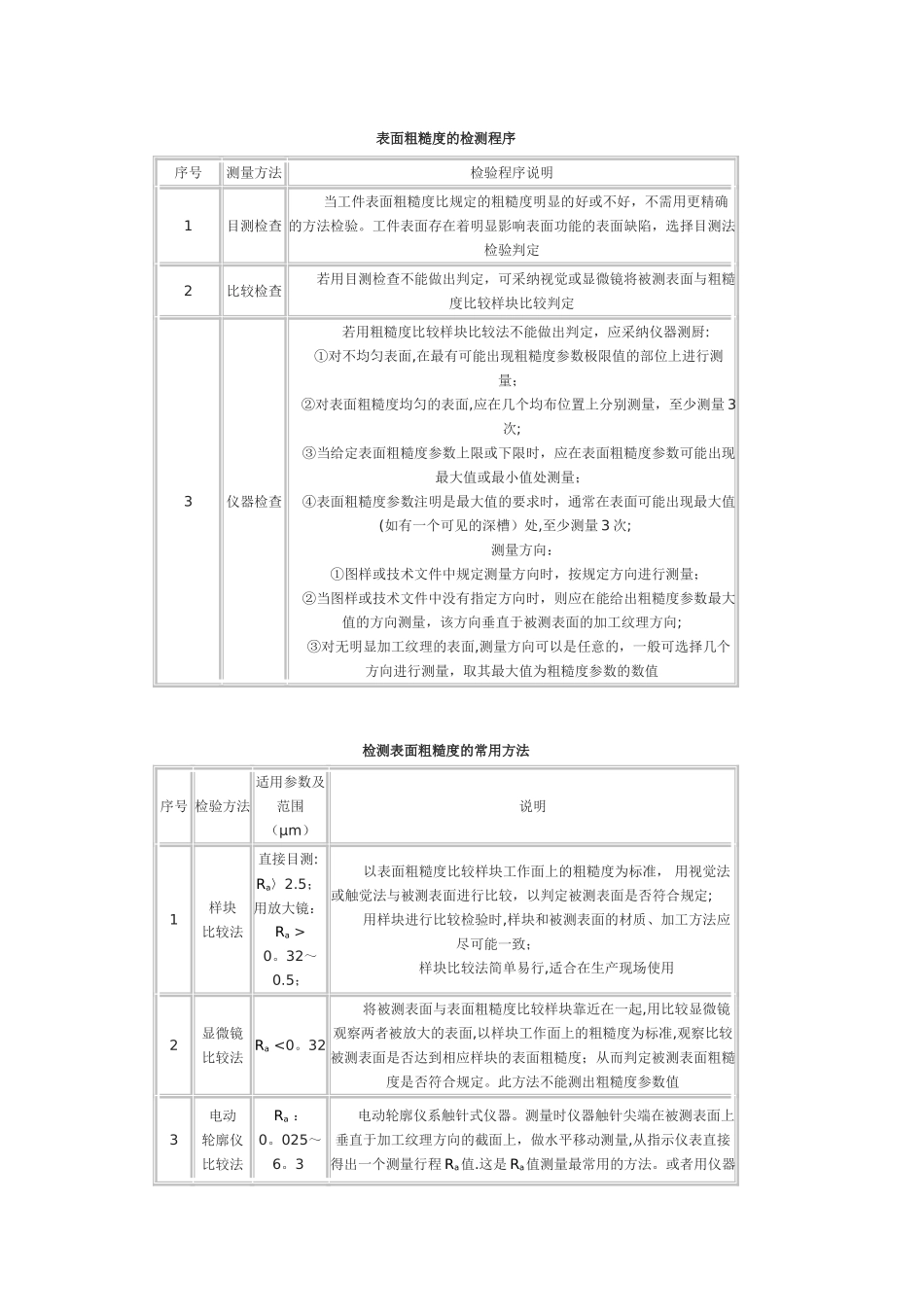
表面粗糙度的检测程序 序号测量方法检验程序说明1目测检查 当工件表面粗糙度比规定的粗糙度明显的好或不好,不需用更精确 的方法检验
工件表面存在着明显影响表面功能的表面缺陷,选择目测法检验判定2比较检查 若用目测检查不能做出判定,可采纳视觉或显微镜将被测表面与粗糙度比较样块比较判定3仪器检查 若用粗糙度比较样块比较法不能做出判定,应采纳仪器测厨: ①对不均匀表面,在最有可能出现粗糙度参数极限值的部位上进行测量; ②对表面粗糙度均匀的表面,应在几个均布位置上分别测量,至少测量 3次; ③当给定表面粗糙度参数上限或下限时,应在表面粗糙度参数可能出现最大值或最小值处测量; ④表面粗糙度参数注明是最大值的要求时,通常在表面可能出现最大值(如有一个可见的深槽)处,至少测量 3 次; 测量方向: ①图样或技术文件中规定测量方向时,按规定方向进行测量; ②当图样或技术文件中没有指定方向时,则应在能给出粗糙度参数最大值的方向测量,该方向垂直于被测表面的加工纹理方向; ③对无明显加工纹理的表面,测量方向可以是任意的,一般可选择几个方向进行测量,取其最大值为粗糙度参数的数值 检测表面粗糙度的常用方法 序号 检验方法适用参数及范围(μm)说明1样块比较法直接目测: Ra〉2
5; 用放大镜: Ra >0
5; 以表面粗糙度比较样块工作面上的粗糙度为标准, 用视觉法或触觉法与被测表面进行比较,以判定被测表面是否符合规定; 用样块进行比较检验时,样块和被测表面的材质、加工方法应尽可能一致; 样块比较法简单易行,适合在生产现场使用2显微镜比较法Ra