因现在山西长治,身边无图纸及有关资料,本方案仅供参考,请修改完善,多谢
目 录一、概述二、编制依据三、施工程序四、施工方法、技术措施、4
分段设备组对检验4
焊接坡口制备4
4 设备组对要求4
设备组对焊接4
焊缝热处理加固4
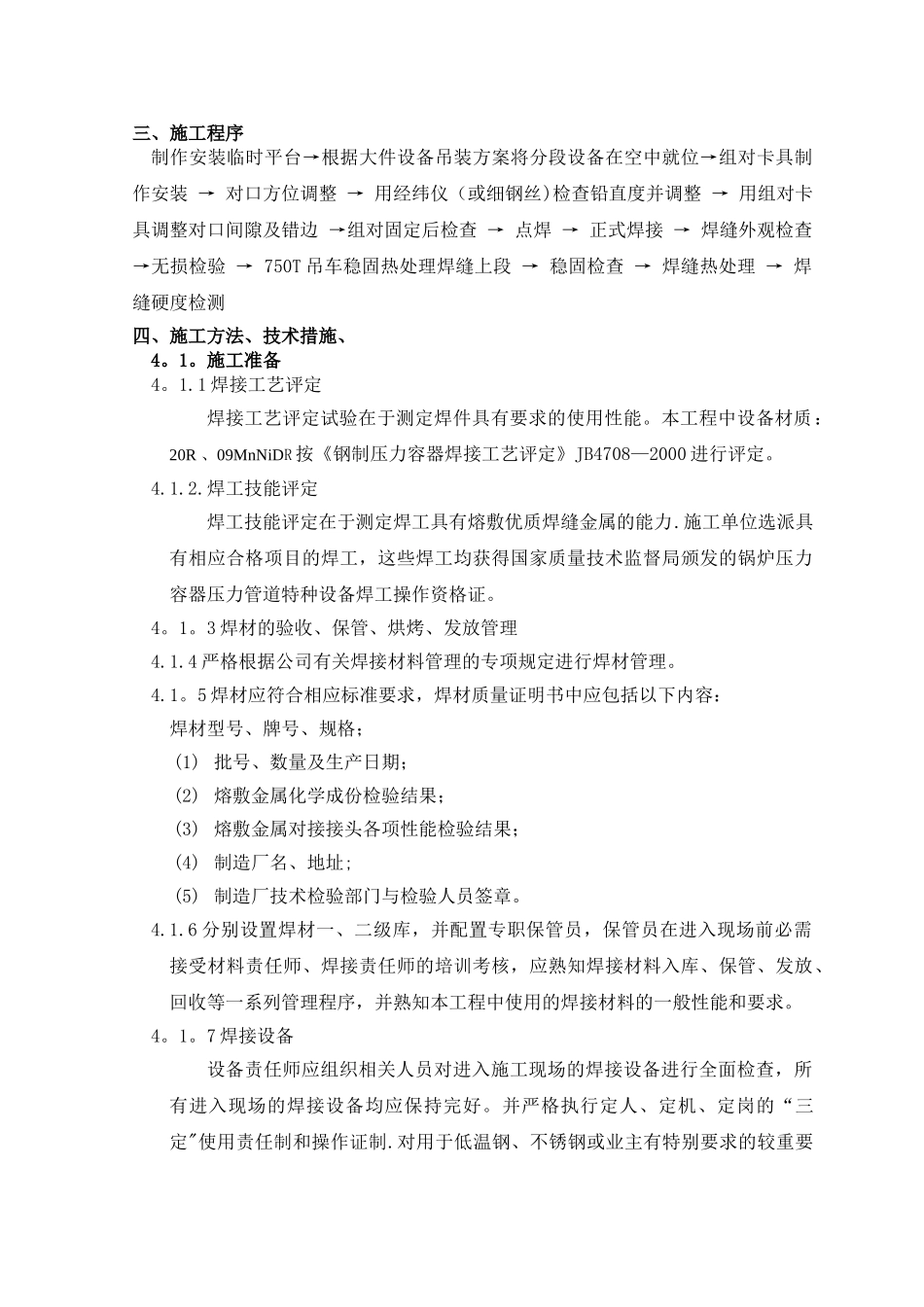
焊缝热处理五、工程质量目标及质保措施、质量控制点六、劳动力需用计划及技术能要求七、主要机具、计量工具一览表八、雨季、暑季施工技术措施九、职业安全卫生与环境管理十、文明施工措施设备组对焊接与热处理方案一、概述1
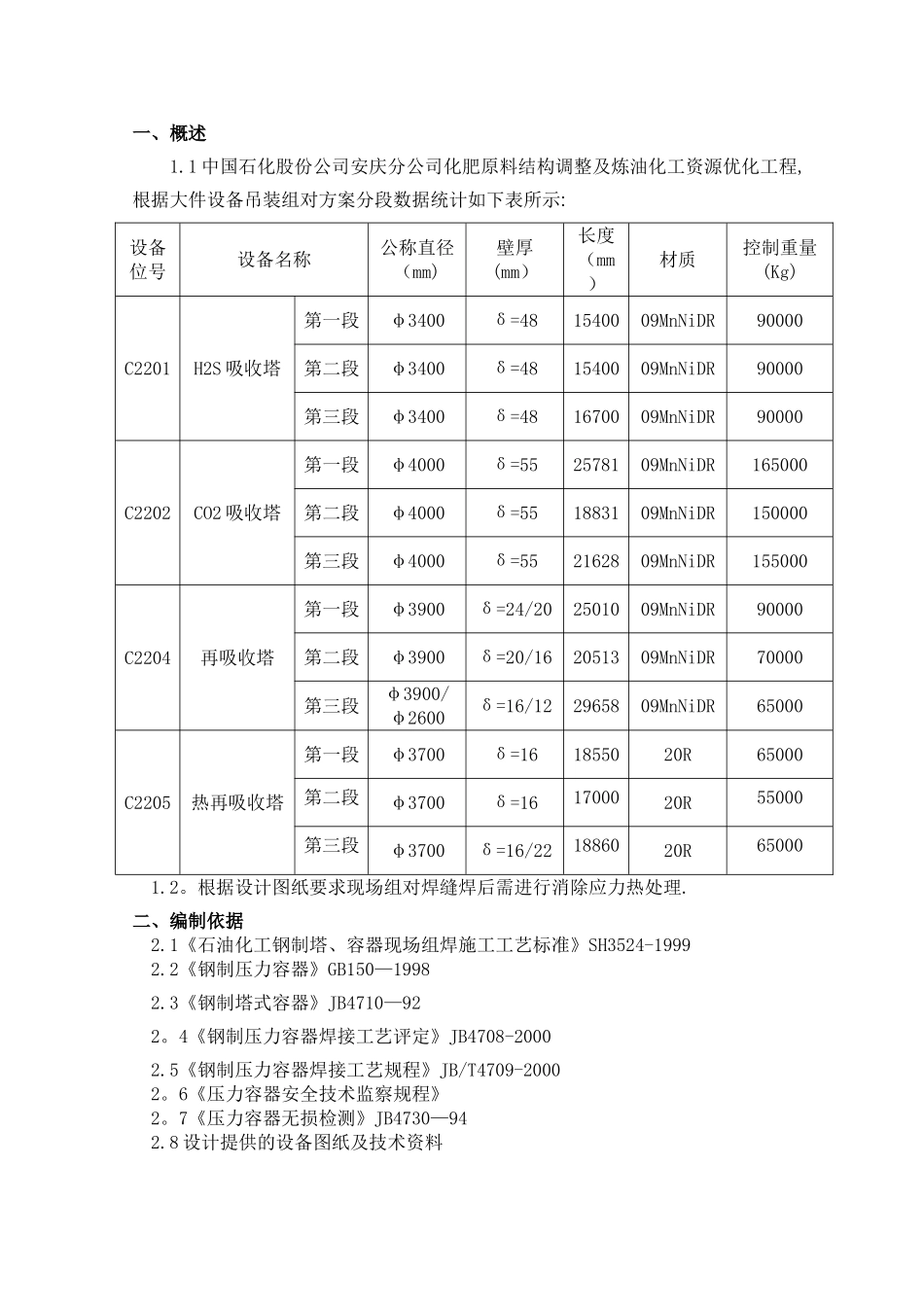
1 中国石化股份公司安庆分公司化肥原料结构调整及炼油化工资源优化工程,根据大件设备吊装组对方案分段数据统计如下表所示:设备位号设备名称公称直径(mm)壁厚(mm)长度(mm)材质控制重量(Kg)C2201H2S 吸收塔第一段φ3400δ=481540009MnNiDR90000第二段φ3400δ=481540009MnNiDR90000第三段φ3400δ=481670009MnNiDR90000C2202CO2 吸收塔第一段φ4000δ=552578109MnNiDR165000第二段φ4000δ=551883109MnNiDR150000第三段φ4000δ=552162809MnNiDR155000C2204再吸收塔第一段φ3900δ=24/202501009MnNiDR90000第二段φ3900δ=20/162051309MnNiDR70000第三段φ3900/φ2600δ=16/122965809MnNiDR65000C2205热再吸收塔第一段φ3700δ=161855020R65000第二段φ3700δ=161700020R55000第三段φ3700δ=16/221886020R650001
根据设计图纸要求现场组对焊缝焊后需进行消除应力热处理
二、编制依据2
1《石油化工钢制塔