CO2气体保护焊作业指导书一、设备与辅材选用1、焊机 我公司选用的是凯尔达 KE-500 逆变 CO2气体保护焊机;适用围: 可以对低碳钢、低合金结构钢、高强度钢、普通铸钢等进展焊接
2、焊丝 选用焊丝共 4 种; a 、实芯焊丝 ER50-6 直径 ∅1
6〔大桥焊材〕普板焊接与磨损件堆焊专用
b、 药芯焊丝 LW-70 直径 ∅1
6 〔林肯电气〕焊接截齿座专用 c、 耐磨焊丝 直径 ∅1
6 〔要求焊层硬度 32~38HRC〕焊接截割头、溜槽等耐磨盖面层专用3、CO2气体 选用瓶装液态 CO2,每瓶可装入(25 - 30)Kg 液态 CO2; 每公斤液态 CO2 可释放 510 升气体,一瓶液态二氧化碳可释放 15000 升左右气体,约可使用 10--16 小时
二、 焊前准备规定 1、检查焊接电流:极性采纳直流反级性接法
2、检查送丝系统:推丝式送丝机构,确保送丝通畅无阻
3、检查焊枪:检查导电咀是否磨损,假设超标那么更换
出气孔是否出气通畅
4、检查供气系统:预热器、枯燥器、减压器与流量计是否工作正常,电磁气阀是否灵活可 靠
5、检查焊材:检查焊丝,确保外表光洁,无锈迹、油污和磨损
检查 CO2气体纯度〔以正常焊接无气孔、飞溅小等为度〕,压力降至 0
98Mpa 时,禁止使用
6、检查施焊环境:确保施焊周围风速小于 2
无易燃易爆等物品
7、清理工件外表: 焊前去除焊缝与两侧的油、污、水、锈等,重要部位要求直至露出金属光泽
8、检查焊接工艺指导书〔工艺卡〕是否与实际施工条件相符,应严格按工艺指导书的要求调节施焊焊接规
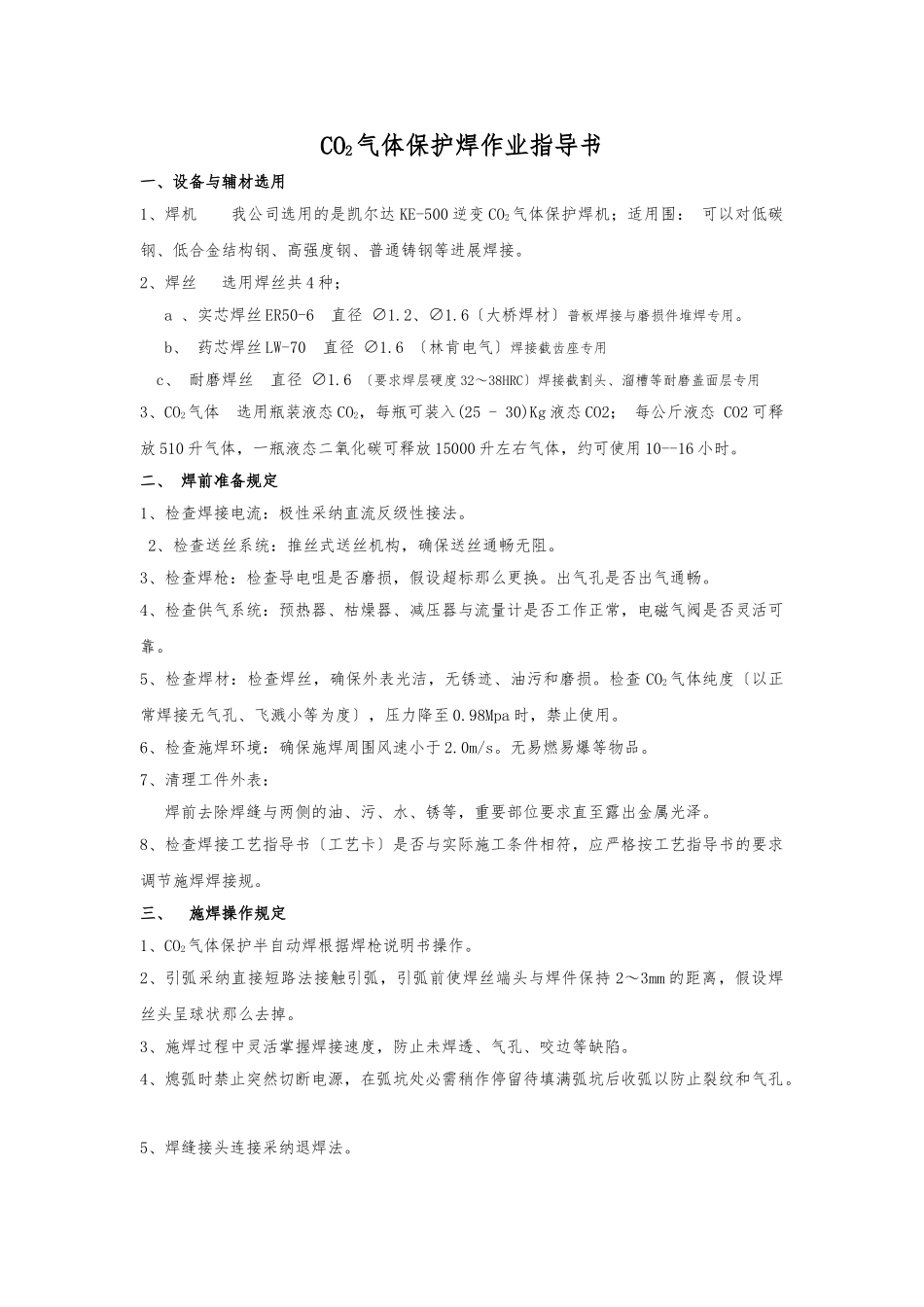
三、 施焊操作规定 1、CO2气体保护半自动焊根据焊枪说明书操作
2、引弧采纳直接短路法接触引弧,引弧前使焊丝端头与焊件保持 2~3mm 的距离,假设焊丝头呈球状那么去掉
3、施焊过程中灵活掌握焊接速度,防止未