主旨:SMT 工艺流程讲議一
目的:通过集中进行培训
使技朮员掌握更多的知识去为生产过程当中出现的问题
更快更准确地去分析和解决
达到提高生产效率
提高品质质量
降低物料消耗
培训人员锋叶俊超黄旭煌黄育桃钟讯冰吴灵霞建章三
容:SMT工艺流程有关PPM的鱼骨架分析图3
1(O ven) 3
3 (Printing) 3
5(员工补料) XY
Table 稳定性3
8(其它) XY
Table 水平度轨道状况剐刀速度切刀状况剐刀压力 CAM 速度炉温极限设置网的平面度取放 PCB 板状况程序优化状况炉温设置网眼大小补料速度车间灰尘状况排废气状况网眼密度补料正确性车间涩度回流风速网眼制造补料手法车间空气状况炉速钢网厚度组件偏位认识车间温度锡浆金属比来料规格成像参数设置 nozzle 尺寸状况锡浆粘度性组件氧化状况 nozzle 参数设置 nozzle 磨损状况 17
5MM锡浆溶点温度组件极性组件外行尺寸设置 nozzle 中心位置金属颗粒大小组件缺损状况 feeder 参数设置 nozzle 堵塞状况金属颗粒形状纸带状况组件识别数据设置 nozzle 反光纸状况助焊剂含量胶带状况组件补偿数据设置 nozzle 真空状况 PCB 板规格有关速度数据设置 feeder 规格 PCB 拚板标准性 feeder 导盖 Feeder 齿轮 Feeder 中心3
2(Solder) 3
4(物料) nozz 和3
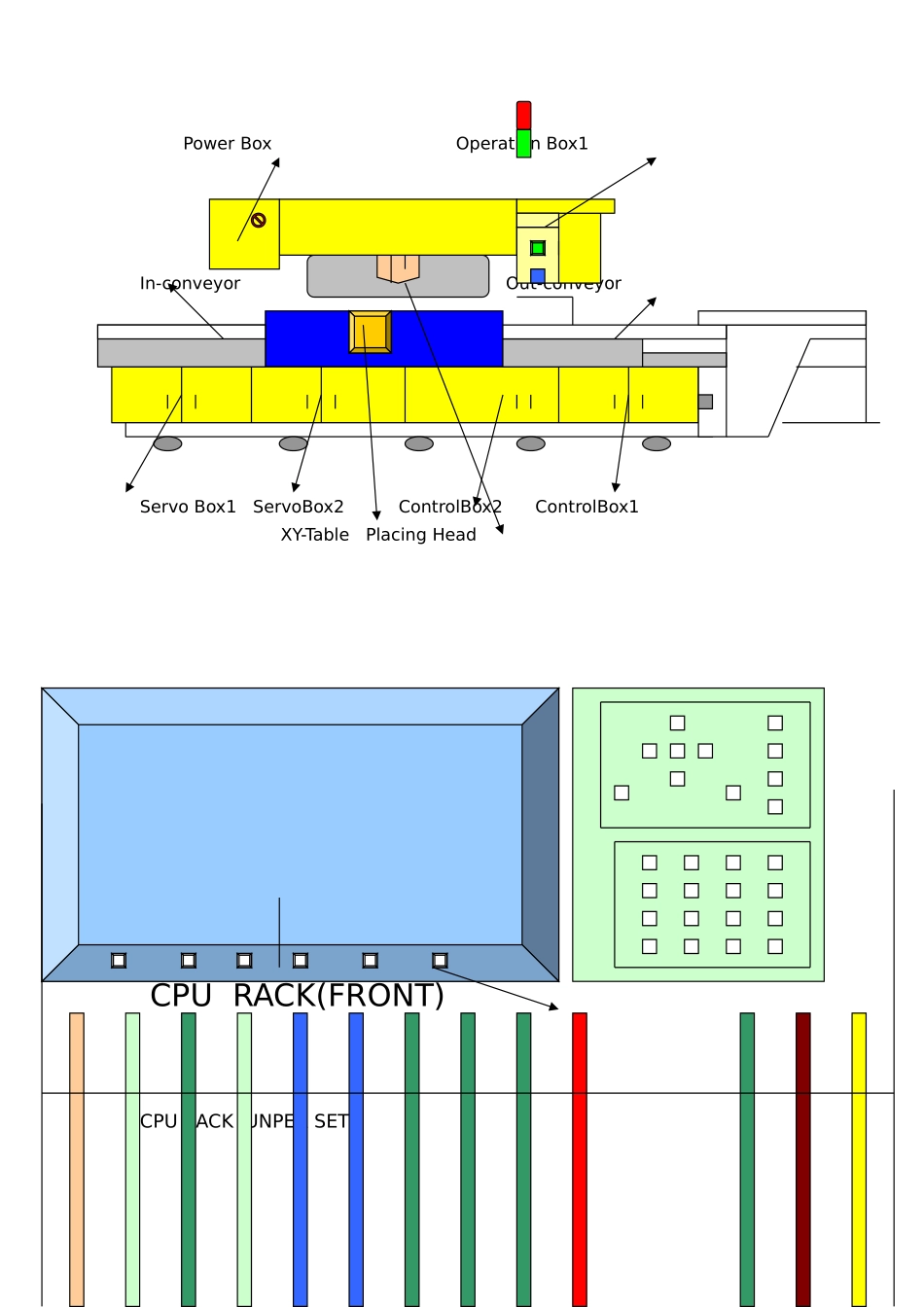
6(组件数据) feederFUJI--CP6,CP642,CP643 Operation Manu Power Box Operation Box1In-conveyor Out-conveyorServo Box1 ServoBox2 ControlBox2 ControlBox1 XY-Table Placing Head CPU