UG 编 程 常 用 参 数 解 析1 常 用 切 削 方 式1
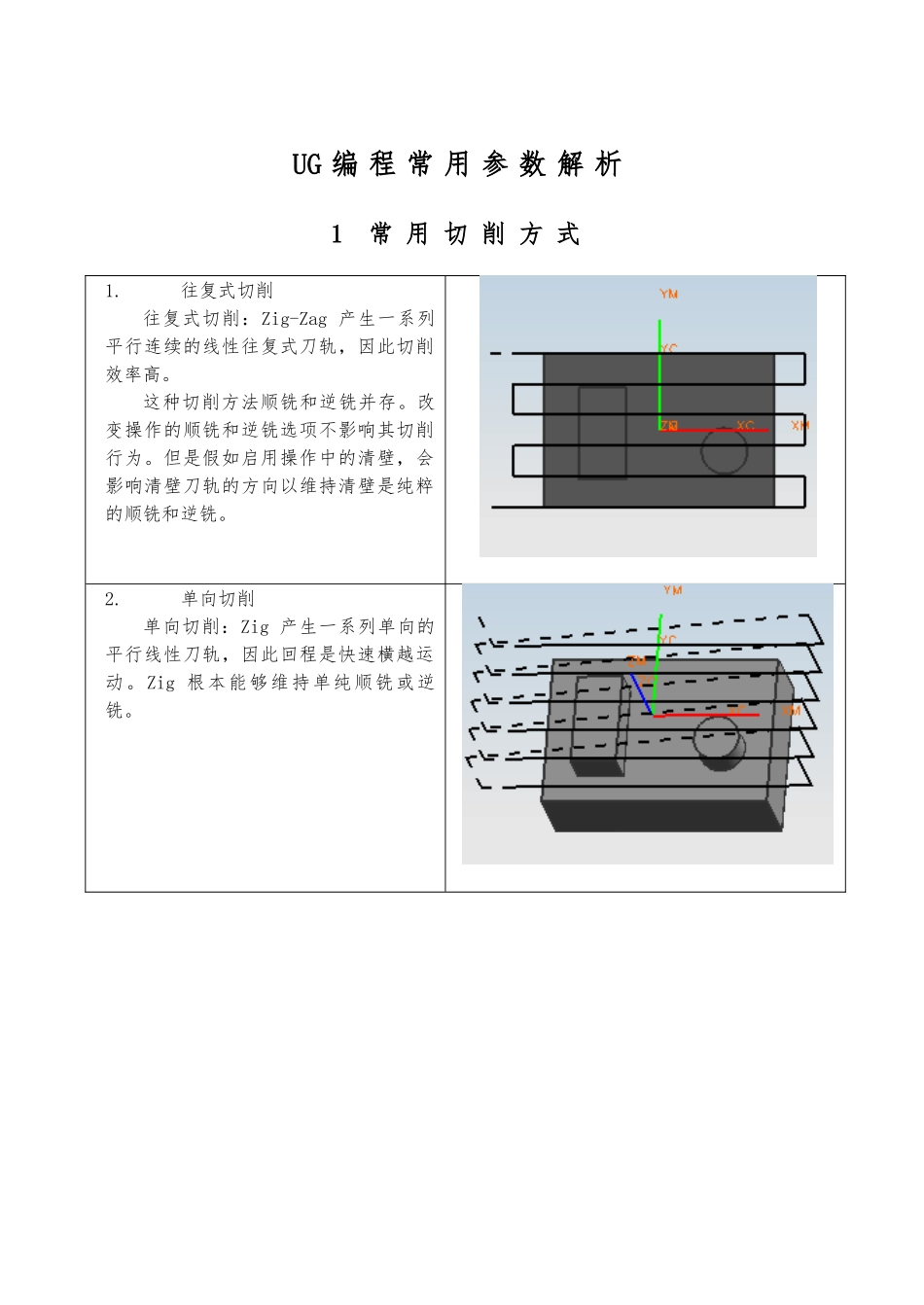
往复式切削往复式切削:Zig-Zag 产生一系列平行连续的线性往复式刀轨,因此切削效率高
这种切削方法顺铣和逆铣并存
改变操作的顺铣和逆铣选项不影响其切削行为
但是假如启用操作中的清壁,会影响清壁刀轨的方向以维持清壁是纯粹的顺铣和逆铣
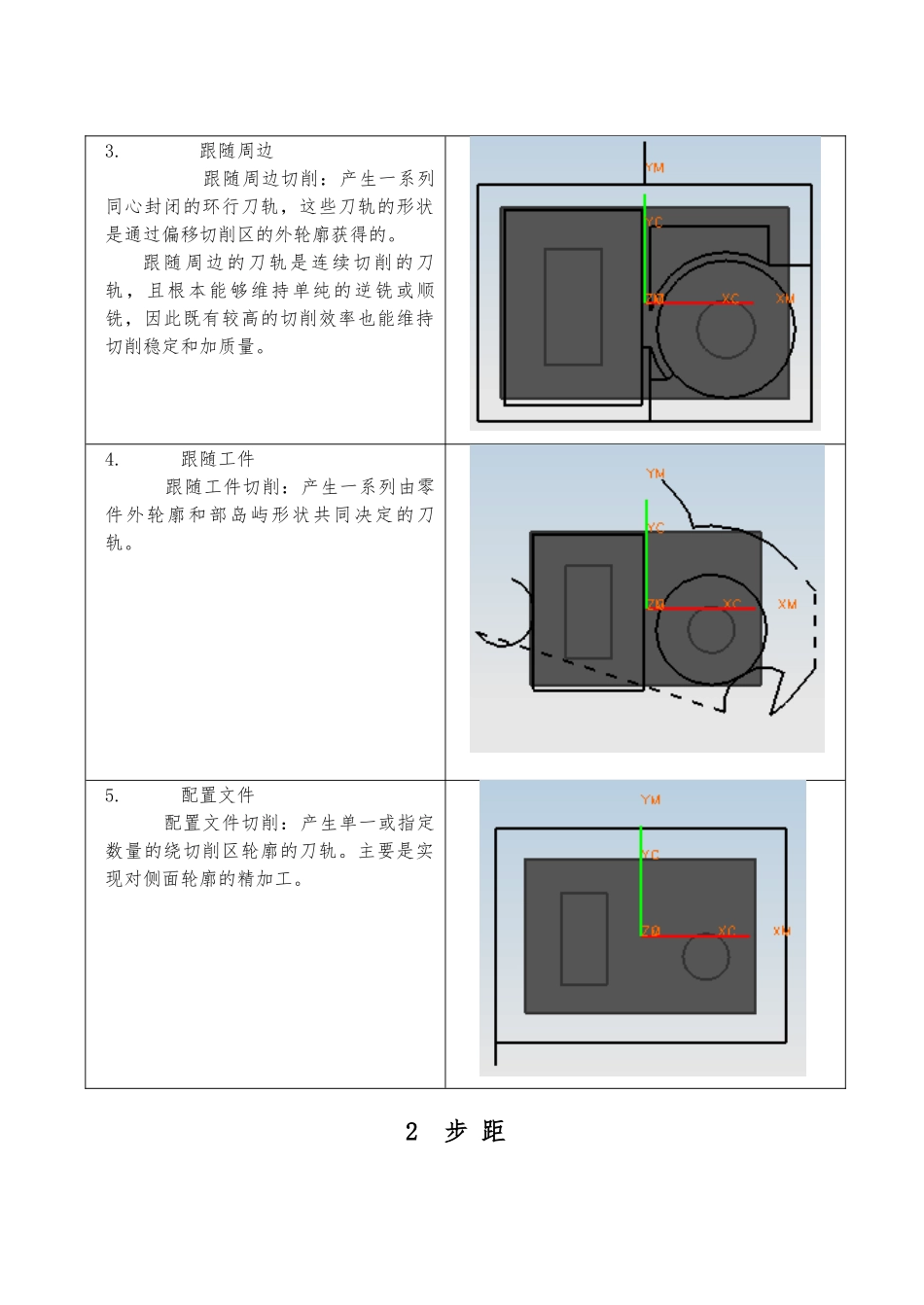
单向切削单向切削:Zig 产生一系列单向的平行线性刀轨,因此回程是快速横越运动
Zig 根本能够维持单纯顺铣或逆铣
跟随周边 跟随周边切削:产生一系列同心封闭的环行刀轨,这些刀轨的形状是通过偏移切削区的外轮廓获得的
跟随周边的刀轨是连续切削的刀轨,且根本能够维持单纯的逆铣或顺铣,因此既有较高的切削效率也能维持切削稳定和加质量
跟随工件 跟随工件切削:产生一系列由零件外轮廓和部岛屿形状共同决定的刀轨
配置文件 配置文件切削:产生单一或指定数量的绕切削区轮廓的刀轨
主要是实现对侧面轮廓的精加工
2 步 距1
恒定的 恒定的:设置步进大小为定值,即相邻两刀具轨迹之间的距离不变
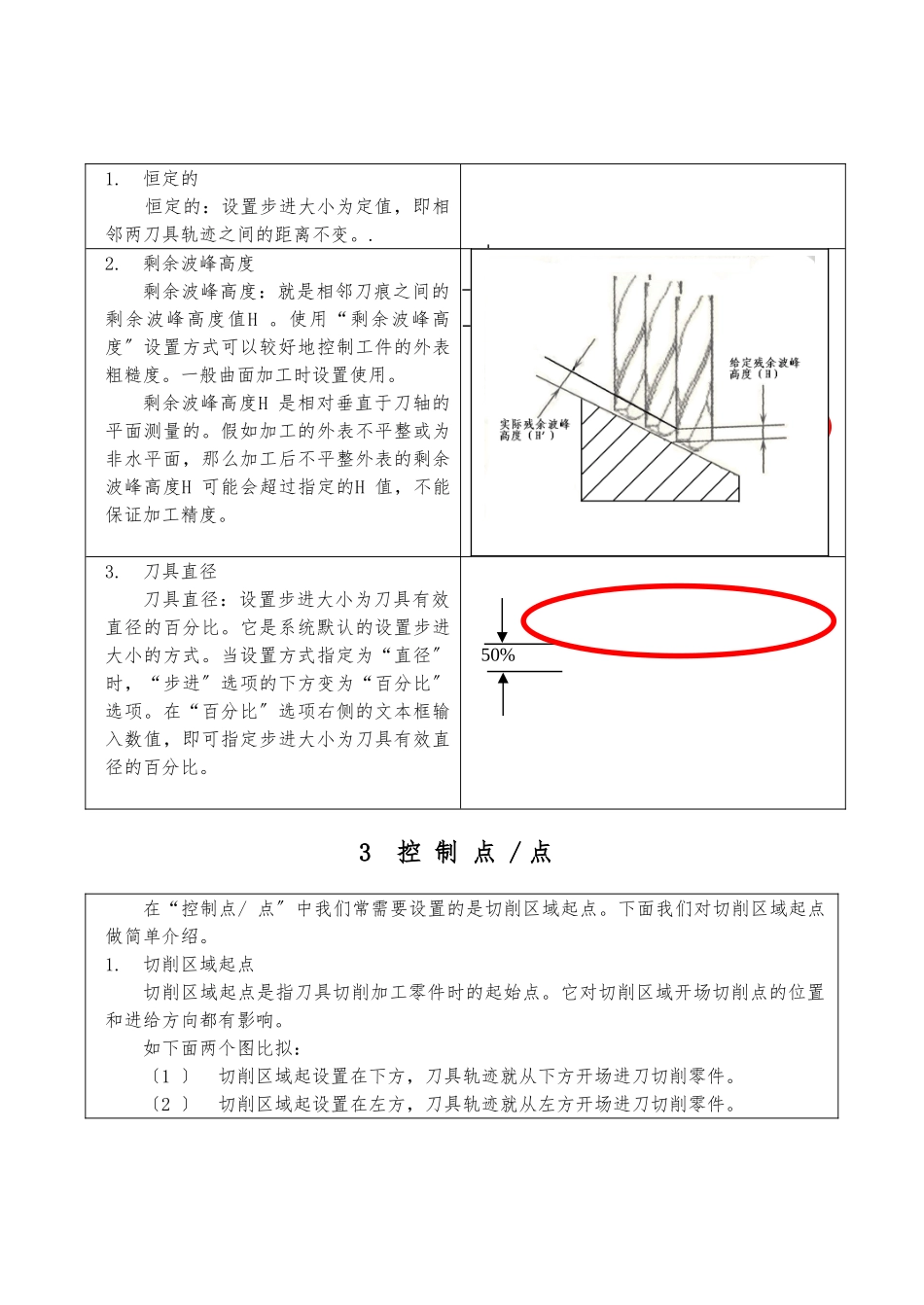
剩余波峰高度剩余波峰高度:就是相邻刀痕之间的剩余波峰高度值H
使用“剩余波峰高度〞设置方式可以较好地控制工件的外表粗糙度
一般曲面加工时设置使用
剩余波峰高度H 是相对垂直于刀轴的平面测量的
假如加工的外表不平整或为非水平面,那么加工后不平整外表的剩余波峰高度H 可能会超过指定的H 值,不能保证加工精度
刀具直径刀具直径:设置步进大小为刀具有效直径的百分比
它是系统默认的设置步进大小的方式
当设置方式指定为“直径〞时,“步进〞选项的下方变为“百分比〞选项
在“百分比〞选项右侧的文本框输入数值,即可指定步进大小为刀具有效直径的百分比
3 控 制 点 / 点在“控制点/ 点〞中我们常需要设置的是切削区域起点
下面我们对切削区域起点做简单介绍
切削区域起点切削区域起点