第一章主要施工方法1
1 施工步骤地脚螺栓施工→构件工厂预制→构件运输→构件防腐→主梁现场拼接→主梁吊装→次梁与檩条安装→屋(墙)面板安装→避雷网络施工1
2 施工现场平面布置根据现场实际和工期要求,为确保构件供应畅通,跟上安装进度,钢结构构件应按计划供应到位
3 施工组织机构本工程钢结构施工根据项目法组织施工,组织专业知识水平较高,具有施工大中型钢结构工程经验的工程技术人员组成项目班子,进行工程施工管理,确保施工有效地组织进行
4 项目施工人力资源计划为保证安装工期,我们拟安排两个制作班,一个吊装班,一个组焊班对钢结构进行24 小时作业,白班进行主梁安装;夜班进行次梁、檩条安装
5 钢结构加工制作方案1
1 钢结构制作准备工作⑴ 熟悉工程合同、图纸与规、认真进行图纸会审
⑵ 分别编制材料采购、劳动力调配、设备配置计划
⑶ 编制加工生产进度计划
⑷ 编制构件交付进度计划
2 钢结构制作工艺1
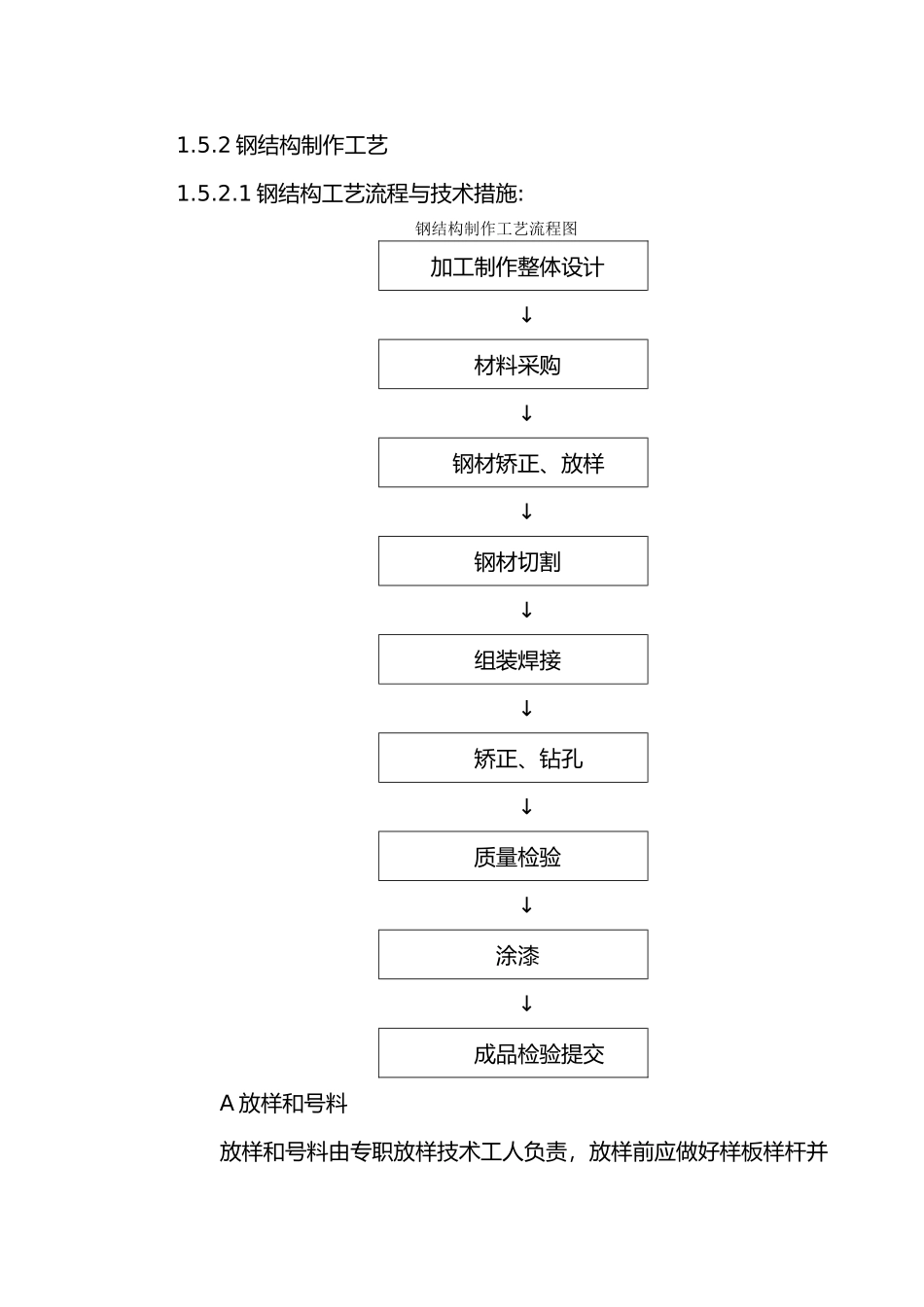
1 钢结构工艺流程与技术措施:钢结构制作工艺流程图加工制作整体设计↓材料采购↓钢材矫正、放样↓钢材切割↓组装焊接↓矫正、钻孔↓质量检验↓涂漆↓成品检验提交A 放样和号料放样和号料由专职放样技术工人负责,放样前应做好样板样杆并应检验合格,同时应对钢板进行矫平矫正,切割放样划线应预留割缝和边缘加工余量(一般自动气割割缝宽度 3MM,边缘加工余量为 4~5mm,具体按零件工艺特点和要求确定),组装和钻孔划线应划出中心线,边缘控制线,冲印,并做上相应的记号,以防混淆,自动切割和钻孔由电脑程序自动控制
放样后须经检验员检验,以确保零件、部件、构件加工的几何尺寸,形位公差、角度、安装接触面等的准确无误
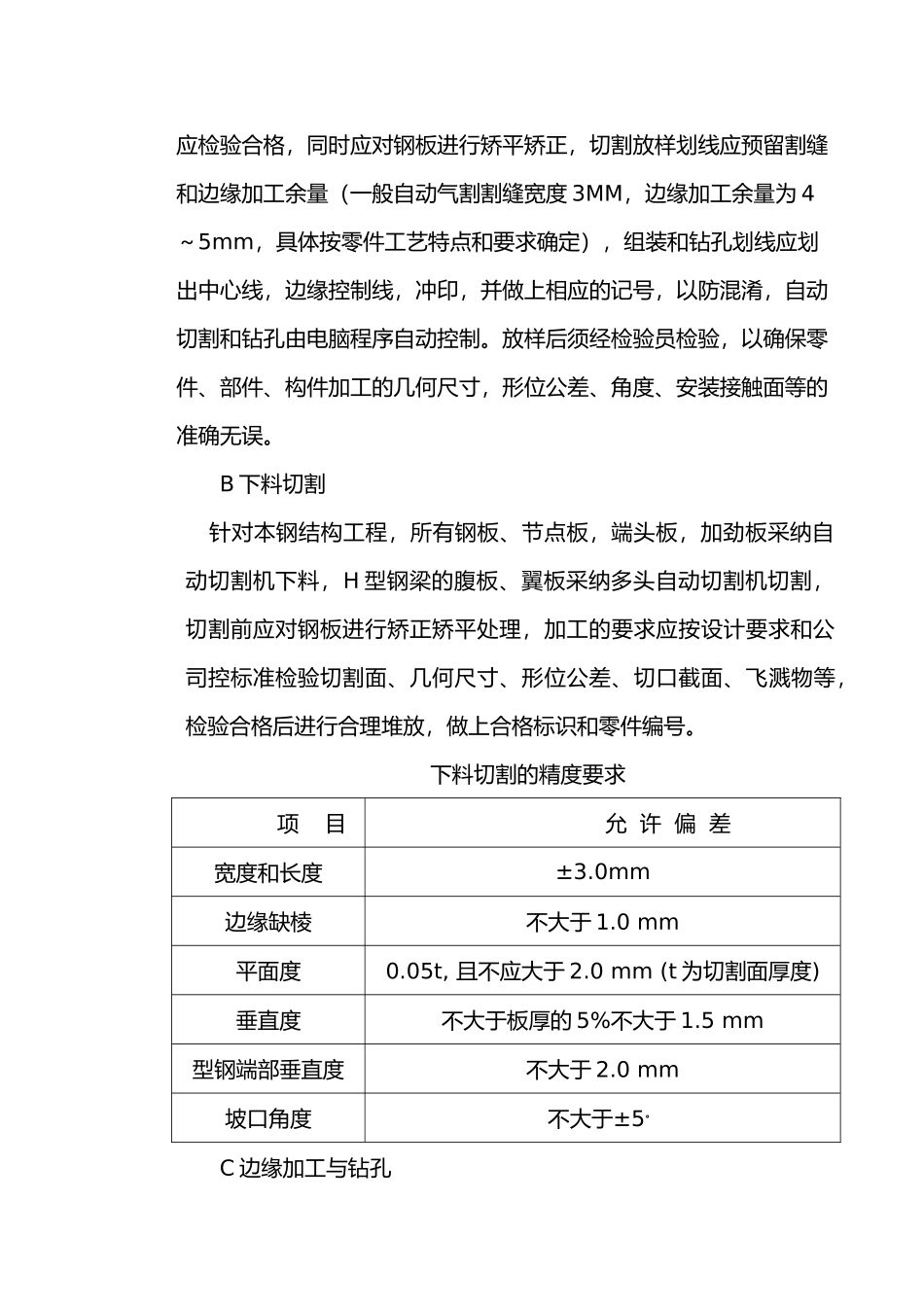
B 下料切割 针对本钢结构工程,所有钢板、节点板,端头板,加劲板采纳自动切割机下料,H 型钢梁的腹板、翼板采纳多头自动切割机切割,切割前应对钢板进行矫正矫平处理,加工