目录一编制说明 2二编制依据 2三工程概况 2四施工准备 4五焊接施工 7六焊接检验 13七质量保证体系 15八质量检验计划 16九工程检查及测试计划(ITP)17十 HSE 安全技术措施 18十一安全保证体系 21十二工作危险性分析(JHA)报告 22一编制说明依据安装工程施工相关技术文件,以及借鉴我公司建设同类工程的施工管理经验的基础上进行编制的
本方案不包括安装施工进度计划及资源需求计划,其内容在安装施工方案中阐述
为保证焊接质量,指导工艺管道的焊接和管理,特编制此方案
焊接工程的质量目标是:焊缝外观检查合格率 100%;焊缝检测一次合格率达到 95%以上
二、编制依据2
1HUALUI 艺管道施工图纸、相关管道施工技术文件2
2《石油化工装置(单元)金属管道工程施工及验收技术条件》40BJ019-20072
3《工业金属管道施工及验收规范》GB50235-2010:2
4《现场设备、工业管道焊接工程施工验收规范》GB50236-2011;2
5《石油化工有毒、可燃介质管道工程施工及验收规范》SH3501-2011:2
6《工业安装工程质量检验评定统一标准》GB50252-20102
7《石油化工銘钮耐热钢焊接规程》SH/T3520-20042
8《承压设备无损检测》JB/T4730-20052
9《钢制压力容器焊接工艺评定》JB4708-2000;2
10《钢制压力容器焊接规程》JB/T4709-2000:2
11《建筑施工安全检查标准》JGJ59-992
12《施工现场临时用电安全技术规范》JGJ46-2005三、工程概况3
1 工程情况3
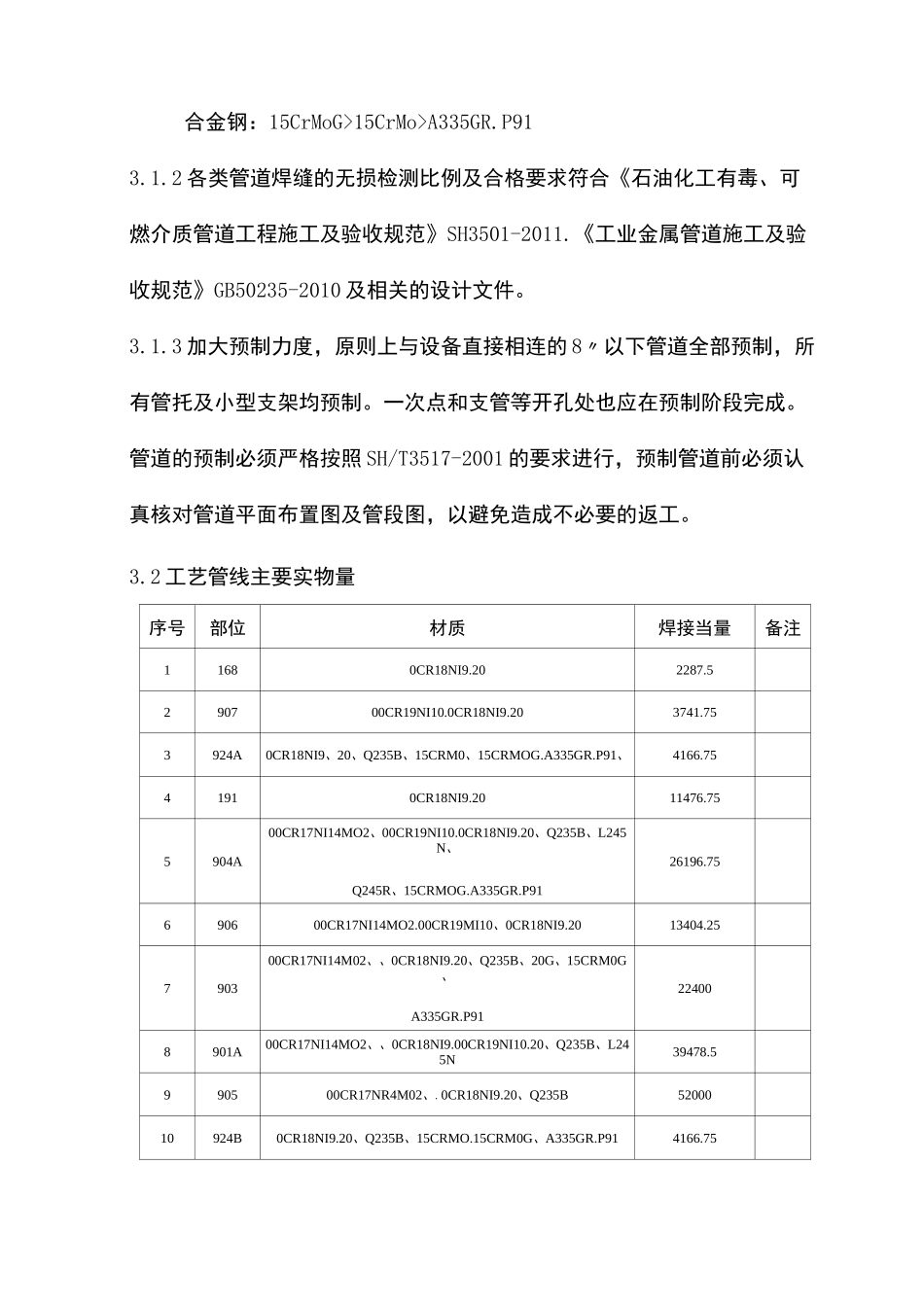
1 乙二醇装置工艺管线材质中,主要涉及管线材质:碳钢:20、20G、Q235B、L245N、Q245R 不锈钢:00Crl7Nil4Mo2>00Crl9Nil0>0Crl8Ni9合金钢:15CrMoG>15CrMo>A33