注射机型号的确定一般工厂的塑胶部都拥有从小到大各种型号的注射机
中等型号的占大部分,小型和大型的只占一小部分
所以我们不必过多的考虑注射机型号
具体到这套模具,厂方提供的注射机型号和规格以与各参数如下:注射量:95g锁模力:120T模板大小:400×550开模距离:推出形式:推出位置:推出行程:二
分型面位置的确定如何确定分型面,需要考虑的因素比较复杂
由于分型面受到塑件在模具中的成型位置、浇注系统设计、塑件的结构工艺性与精度、嵌件位置形状以与推出方法、模具的制造、排气、操作工艺等多种因素的影响,因此在选择分型面时应综合分析比较,从几种方案中优选出较为合理的方案
选择分型面时一般应遵循以下几项原则:1) 分型面应选在塑件外形最大轮廓处
2) 便于塑件顺利脱模,尽量使塑件开模时留在动模一边
3) 保证塑件的精度要求
4) 满足塑件的外观质量要求
5) 便于模具加工制造
6) 对成型面积的影响
7) 对排气效果的影响
8) 对侧向抽芯的影响
其中最重要的是第 5)和第 2)、第 8)点
为了便于模具加工制造,应尽是选择平直分型面工易于加工的分型面
如下图所示,采纳 A-A 这样一个平直的分型面,前模(即定模)做成平的就行了,胶位全部做在后模(即动模),大简化了前模的加工
A-A 分型面也是整个模具的主分模面
下图中虚线所示的 B-B 和 C-C 分型面是行位(即滑块)的分型面
这样选择行位分型面,有利于线切割行位以与后模仁和后模镶件这些成型零件
分型面的选择应尽可能使塑件在开模后留在后模一边,这样有助于后模设置的推出机构动作,在下图中,从 A-A 分型,了 B-B处的行位向左移开,C-C 处的行位向右移开后,由于塑件收缩会包在后模仁和后模镶件上,依靠注射机的顶出装置和模具的推出机构推出塑件
图 (2)三
浇注系统形式和浇口的设计A
主流道设计1
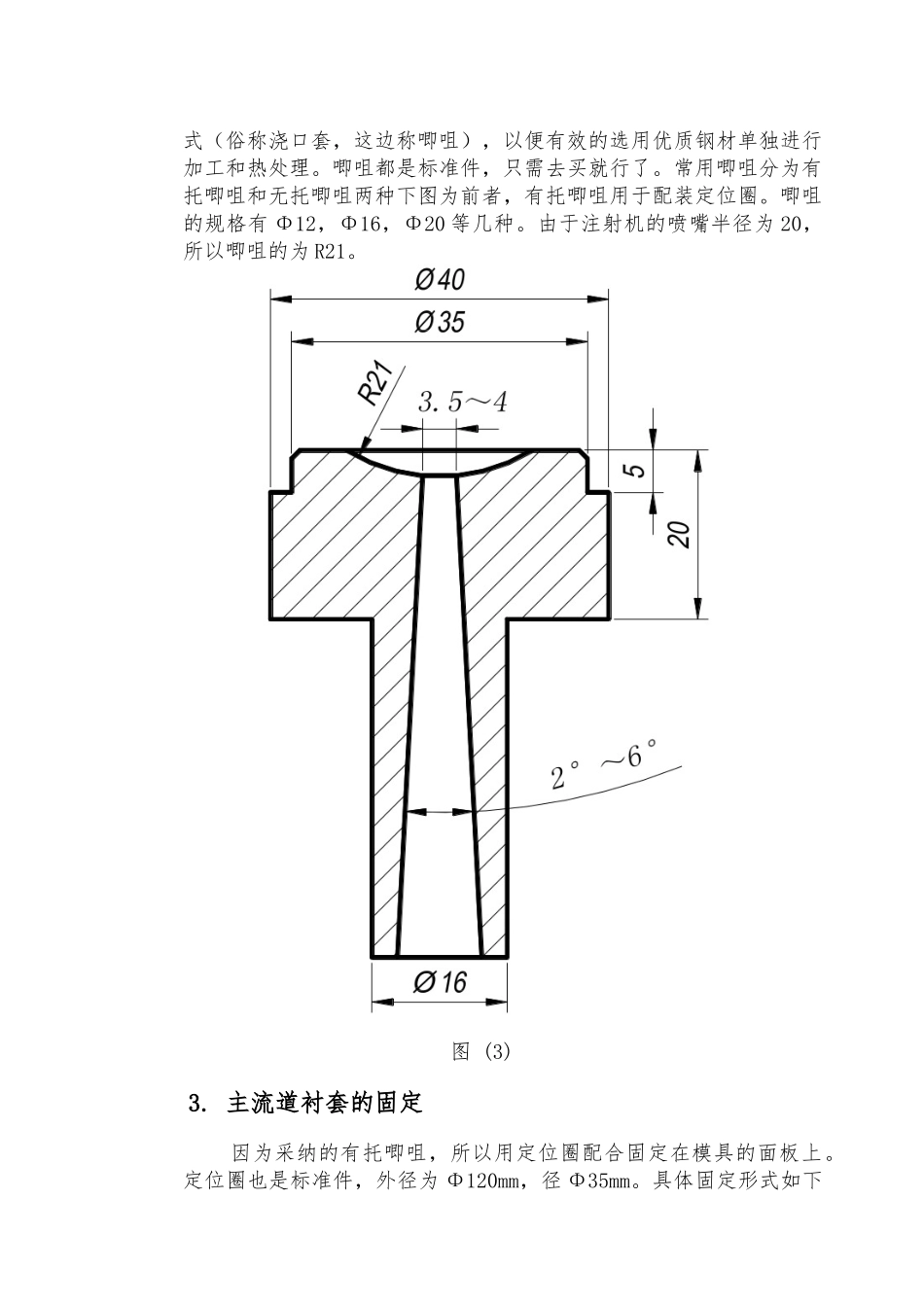
主流道尺寸主流道是