弧齿锥齿轮生产作业指导书1
2 在用双面法分别加工大轮与小轮时,应该用不同刀号的刀盘
但是,制造各种刀号的刀盘,也不太现实
为了简化刀具规格,制定了标准刀号规格,常见的刀号如表 1-1 所示
选择时应尽量选择与理论刀号相近的刀盘
例如,压力角=200,刀号 c2*=12 的刀盘,其刀齿形角为 220,外刀齿形角为 180
对于弧齿锥齿轮刀齿形角总是大于外刀齿形角(绝对值)
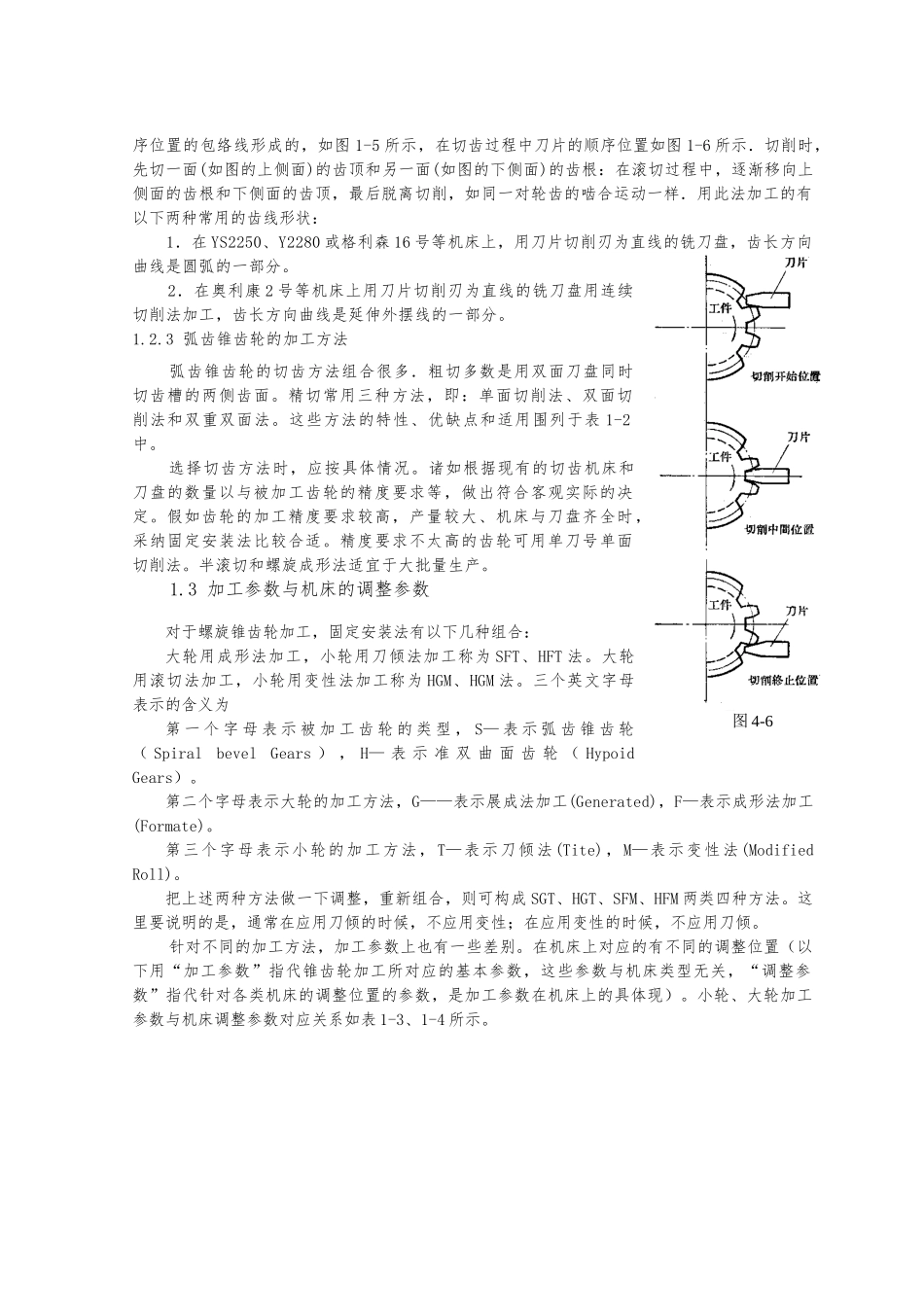
2 弧齿锥齿轮的切齿方法弧齿锥齿轮的单齿切削方法分为成形法和展成法两大类
1 成形法用成形法加工的大齿轮齿廓与刀具切削刃的形状一样
渐开线齿廓的曲率和它的基圆大小有关,基圆越大、齿廓曲率就越小,渐开线就直些;当基圆足够大时,渐开线就接近于直线
而齿轮的基圆大小是由模数 m、齿数 z 和压力角的余弦大小来决定的
模数和压力角一定时,齿数愈多,基圆直径就越大,相应的齿廓曲率越小,也就是齿廓越接近于直线
对于螺旋锥齿轮,传动比也是影响因素之一,当传动比大一些时,大轮的齿廓就更直一些
小轮齿数(z1)一定时,传动比越大,大轮齿数也就越多,这时大轮的当量圆柱齿轮的基圆直径也越大,其齿廓接近于直线形,采纳成形加工比较方便.当锥齿轮传动比大于 2
5 时,大轮的节锥角往往在 700以上,大轮就可采纳成形加工
同时,为了保证其正确啮合,相配小轮的齿廓应加以相应的修正,用展成法加工,这种组合切齿方法叫半滚切法或成形法
此法生产效率较高,适于大批量生产
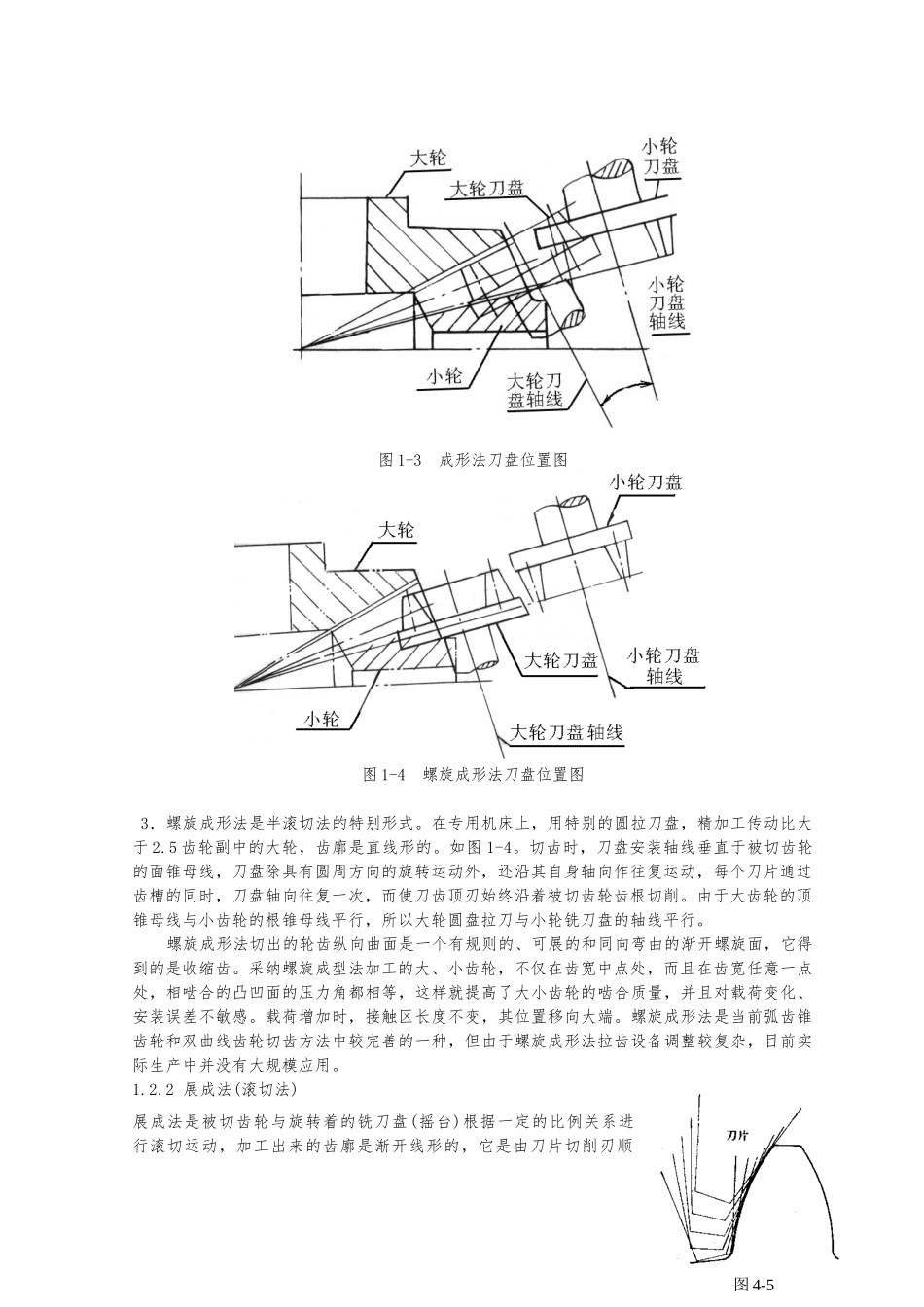
半滚切法用以下三种方法加工:1.用普通铣刀盘加工,齿廓为直线形,用于被切齿轮节角大于 45的粗切或传动比大于2
5,节角大于 70的大轮的精切,如图 1-3
2.在专用机床上以圆盘拉刀加工,简称拉齿,齿廓是直线形的,粗、精拉可一次完成,适用于传动比大于 2
表 1-1 常用刀号与其对应的齿形角常用刀号3
5912外齿形