彩涂线工艺技术规程目录前言第一节.工艺流程第二节.主要工艺参数第三节.主要设备性能参数第四节.主要技术参数第五节.主要产品质量标准前 言 彩涂线是我公司从日本新日铁引进技术和关键设备的一条国际先进水平的生产线,其中有多项先进技术在我公司是空白
为了使广阔职工对彩涂生产线有一个全面、深化的掌握特制定本规程,由于经验不足、能力有限其中难免有疏漏、谬误之处,望广阔职工多提宝贵意见,使本规程日趋完善,起到促进生产的目的
第一节 工艺流程⒈⒈ 生产线概况彩涂线是引进于日本新日铁公司的一条国际先进水平的彩涂板生产线
生产车间主跨192×30m,附跨 42×21m,整个生产线布置形式为三层 C 型,出口、入口在同一侧布置紧凑的两涂两烘连续生产线
车间厂房为钢结构型式,墙板和屋面板为彩钢板
车间共有三部起重量分别为 5t、10t、30t 的起重机
生产线全长 170
8m,设备总重:1387 吨,装机总容量:3300 千瓦
总投资约:1
4 亿元人民币
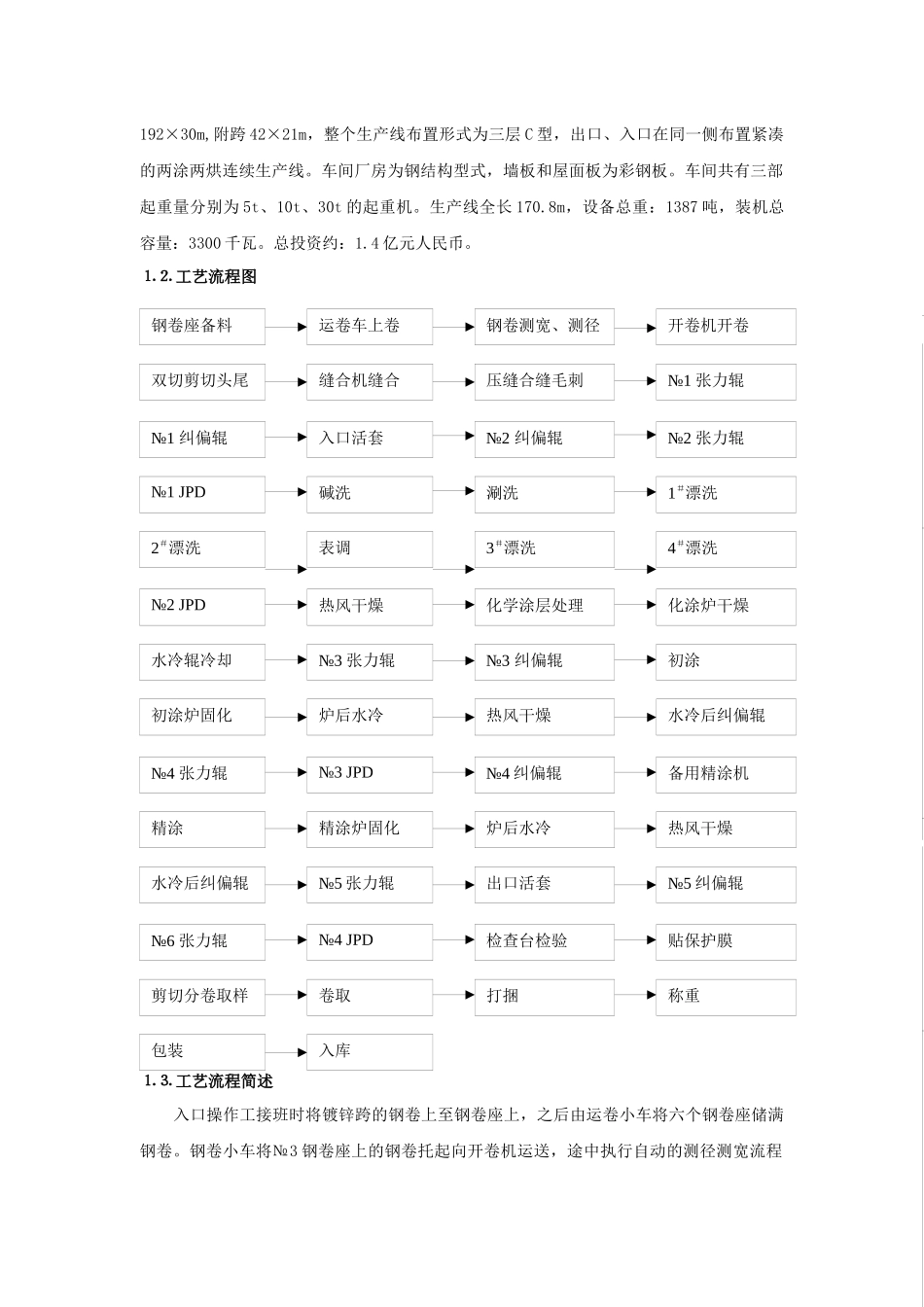
⒈⒉ 工艺流程图⒈⒊ 工艺流程简述入口操作工接班时将镀锌跨的钢卷上至钢卷座上,之后由运卷小车将六个钢卷座储满钢卷
钢卷小车将№3 钢卷座上的钢卷托起向开卷机运送,途中执行自动的测径测宽流程钢卷座备料双切剪切头尾№1 纠偏辊№1 JPD2#漂洗№2 JPD初涂炉固化№4 张力辊水冷辊冷却运卷车上卷缝合机缝合入口活套碱洗表调热风干燥炉后水冷№3 JPD№3 张力辊开卷机开卷№1 张力辊№2 张力辊1#漂洗4#漂洗化涂炉干燥备用精涂机水冷后纠偏辊初涂钢卷测宽、测径压缝合缝毛刺№2 纠偏辊3#漂洗化学涂层处理热风干燥№4 纠偏辊№3 纠偏辊涮洗精涂水冷后纠偏辊№6 张力辊剪切分卷取样包装精涂炉固化№5 张力辊№4 JPD卷取入库热风干燥№5 纠偏辊贴保护膜称重炉后水冷出口活套检查台检验打捆之后将钢卷上至开卷机上
开卷机在人工控制和人工辅助下进行开卷