手工电弧焊焊接作业指导书手工电弧焊焊接作业指导书1
工艺参数的选择选择合适的焊接工艺参数,对提高焊接质量和提高生产效率是十分必要的
焊接工艺参数(焊接规)是指焊接时,为保证焊接质量而选定的诸多物理量
1 焊条的选用原则a)一样钢号结构的焊接件,应按钢材抗拉强度等级选择等级一样或稍高的焊条;b)不同钢号结构件焊接件,一般按抗拉强度等级低的选用焊条;c)焊接结构刚性大,受力情况复杂的工件,应选用比母材抗拉强度低一级的焊条;d)同一强度等级的酸性焊条或碱性焊条的选定,主要依据焊接件的结构形状、钢板厚度、载荷性质和钢材的抗裂性能而定
通常对要求塑性好、冲击韧性高、抗裂能力强或低温性能好的结构,要选用碱性焊条
假如结构受力不复杂,母材质量较好,要尽量选用较经济的酸性焊条;e)铸钢的含碳量一般都比较高,而且厚度大,形状复杂,很容易产生裂纹,一般应选用碱性焊条,并实行适当的工艺措施(如预热)进行焊接;焊接不锈钢或耐热钢等有特别性能要求的钢材,应选用相应的专用焊条,以保证焊缝的主要化学成分和性能与母材一样
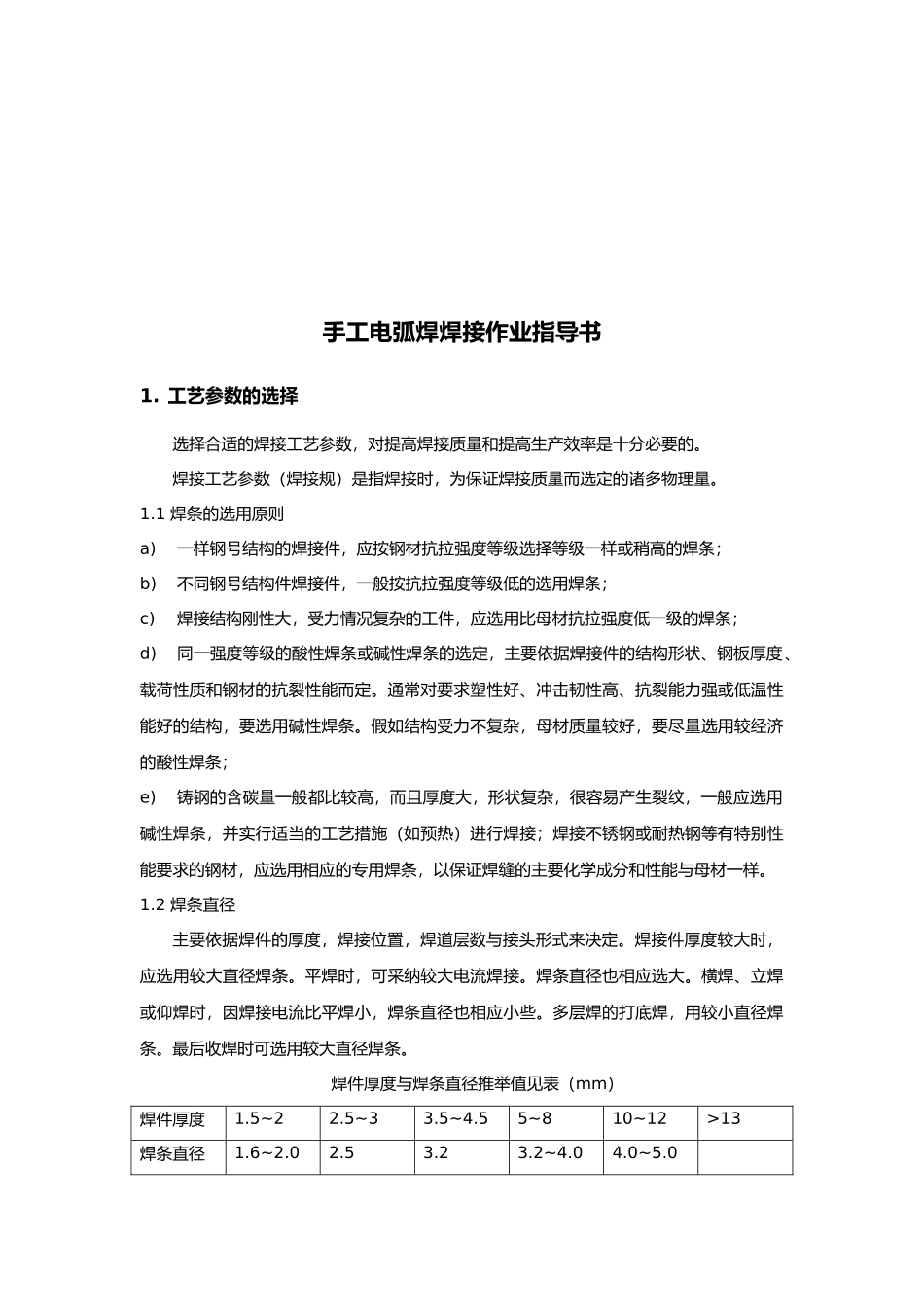
2 焊条直径主要依据焊件的厚度,焊接位置,焊道层数与接头形式来决定
焊接件厚度较大时,应选用较大直径焊条
平焊时,可采纳较大电流焊接
焊条直径也相应选大
横焊、立焊或仰焊时,因焊接电流比平焊小,焊条直径也相应小些
多层焊的打底焊,用较小直径焊条
最后收焊时可选用较大直径焊条
焊件厚度与焊条直径推举值见表(mm)焊件厚度1
55~810~12>13焊条直径1
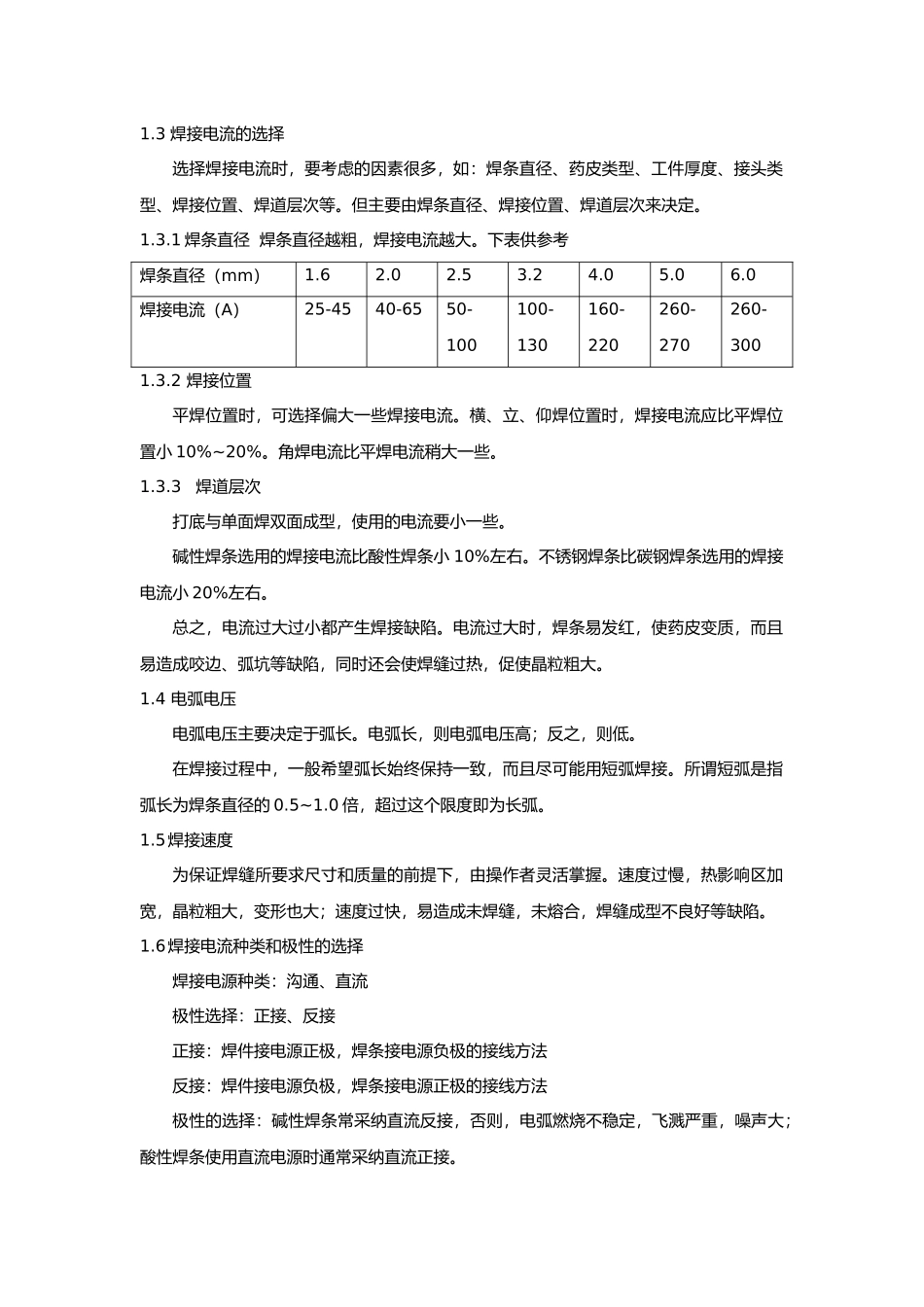
3 焊接电流的选择选择焊接电流时,要考虑的因素很多,如:焊条直径、药皮类型、工件厚度、接头类型、焊接位置、焊道层次等
但主要由焊条直径、焊接位置、焊道层次来决定
1 焊条直径 焊条直径越粗,焊接电流越大
下表供参考焊条直径(mm)1