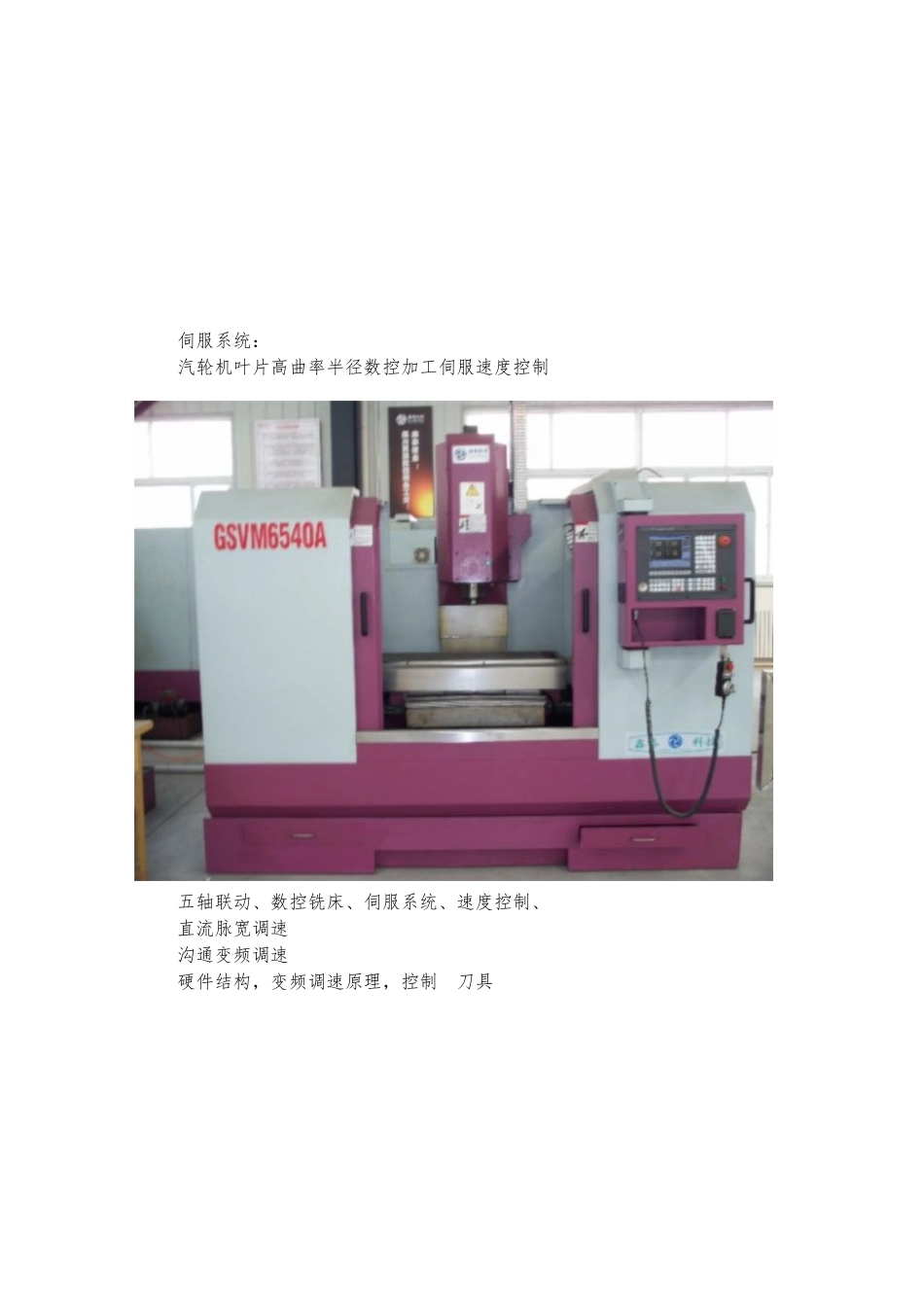
伺服系统:汽轮机叶片高曲率半径数控加工伺服速度控制五轴联动、数控铣床、伺服系统、速度控制、直流脉宽调速沟通变频调速硬件结构,变频调速原理,控制 刀具工件、旋转还直线 五轴联动数控铣床伺服系统(以 AV1200/2 五坐标立式数控铣床进行说明)伺服系统是指以机械位置或角度作为控制对象的自动控制系统
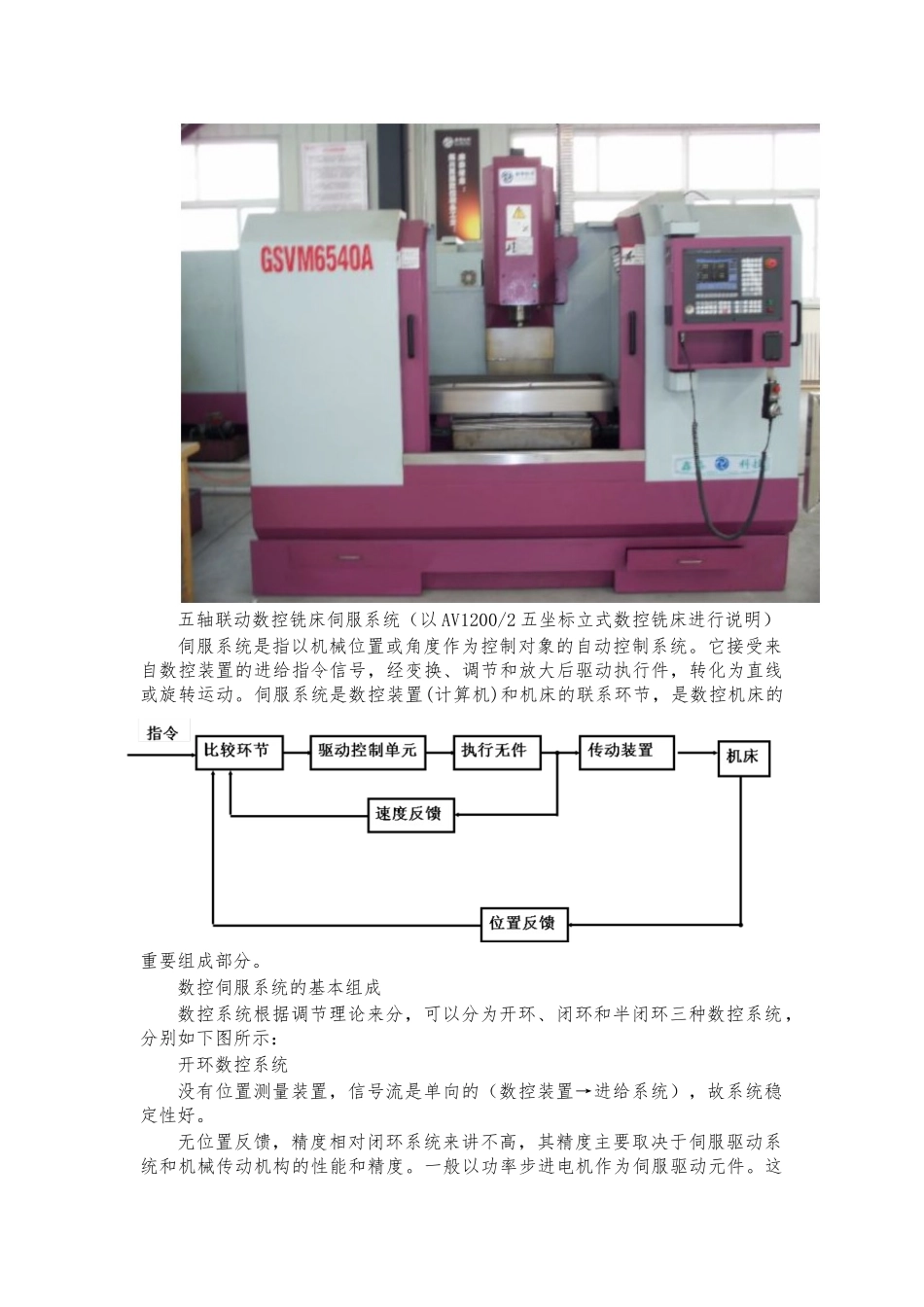
它接受来自数控装置的进给指令信号,经变换、调节和放大后驱动执行件,转化为直线或旋转运动
伺服系统是数控装置(计算机)和机床的联系环节,是数控机床的重要组成部分
数控伺服系统的基本组成数控系统根据调节理论来分,可以分为开环、闭环和半闭环三种数控系统,分别如下图所示:开环数控系统没有位置测量装置,信号流是单向的(数控装置→进给系统),故系统稳定性好
无位置反馈,精度相对闭环系统来讲不高,其精度主要取决于伺服驱动系统和机械传动机构的性能和精度
一般以功率步进电机作为伺服驱动元件
这类系统具有结构简单、工作稳定、调试方便、维修简单、价格低廉等优点,在精度和速度要求不高、驱动力矩不大的场合得到广泛应用
一般用于经济型数控机床
半闭环数控系统半闭环数控系统的位置采样点如图所示,是从驱动装置(常用伺服电机)或丝杠引出,采样旋转角度进行检测,不是直接检测运动部件的实际位置
半闭环环路不包括或只包括少量机械传动环节,因此可获得稳定的控制性能,其系统的稳定性虽不如开环系统,但比闭环要好
由于丝杠的螺距误差和齿轮间隙引起的运动误差难以消除
因此,其精度较闭环差,较开环好
但可对这类误差进行补偿,因而仍可获得满意的精度
半闭环数控系统结构简单、调试方便、精度也较高,因而在现代 CNC 机床中得到了广泛应用
闭环数控系统闭环数控系统的位置采样点如图的虚线所示,直接对运动部件的实际位置进行检测
从理论上讲,可以消除整个驱动和传动环节的误差、间隙和失动量
具有很高的位置控制精度
由于位置环的许多机械传动环节的