专业资料可编辑计量器具内部校准规程对公司内的计量器具进行内部校验,确保其准确性和适用性,保持完好
2 范围适用于公司内长度类度量尺(如游标卡尺、高度尺)、检具、塞规等的内部校准
3 职责内校由质检部门标准校检量具校检
4 校验仪器及设备送检合格的万能角度尺,送检合格的直角尺,送检合格的钢直尺,送检合格的钢卷尺,送检合格的数显卡尺等
5 环境条件1
温度:23±2T2
湿度:50±20%RH专业资料可编辑6校验6
1 卡尺、高度尺、深度尺6
1校检项目:1
示值误差检测6
2校验仪器及设备夕卜校合格的卡尺、夕卜校合格的标准块(1-100mm38 块 2 级)
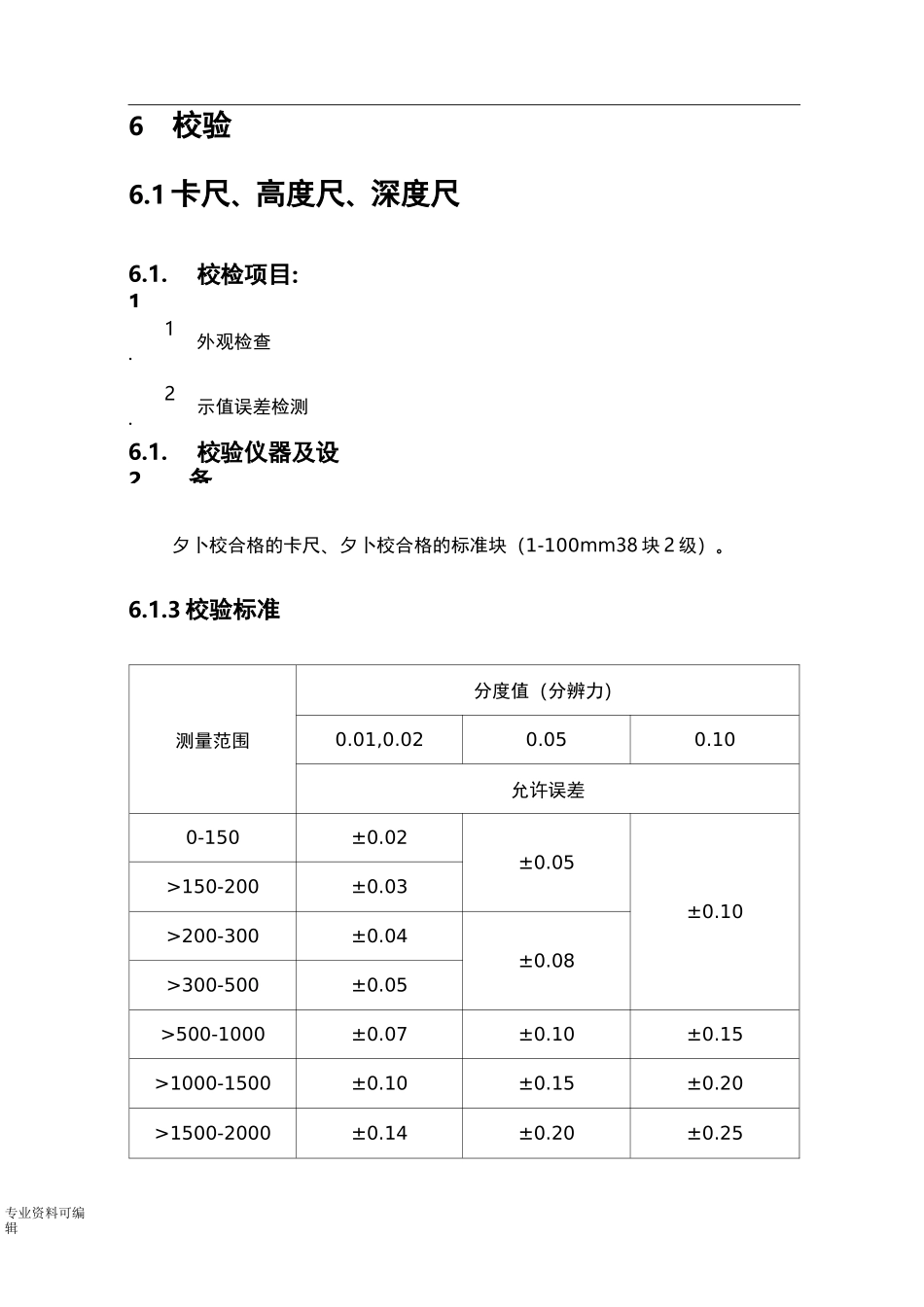
3 校验标准测量范围分度值(分辨力)0
10允许误差0-150±0
10>150-200±0
03>200-300±0
08>300-500±0
05>500-1000±0
15>1000-1500±0
20>1500-2000±0
25专业资料可编辑6
4 校验步骤:1
外观检查:检查尺子测量接触面是否平整、干净,无污渍、锈迹,表头的指针/游标是否完好,有无松动,刻度是否清晰,推动表头是否平稳、平滑
各功能能稳定、工作可靠
示值误差检测:(1)将尺子调至零点位置,使读数归零、指针对准零点
(2)选取一块标准量块进行测量,读取其数值
(注意:取放标准量块时,必需戴细纱手套;测量过程卡尺要与被测量块同方向平直
(3)卡尺量程校准点0-150mm501001400-200mm20501201900-300mm40100200290用同样的方法,取 3〜5 组不同量块进行测量
测量点如下图(4)不同量程的尺子可选用不同的基准块或其组合进行校准,对标准块量测值误差,不能大于