数控加工仿真操作数控仿真系统是基于虚拟显示的仿真软件
下面以斯沃数控仿真系统为平台,以 FANUCOiT 系统为例讲述数控加工模拟的操作
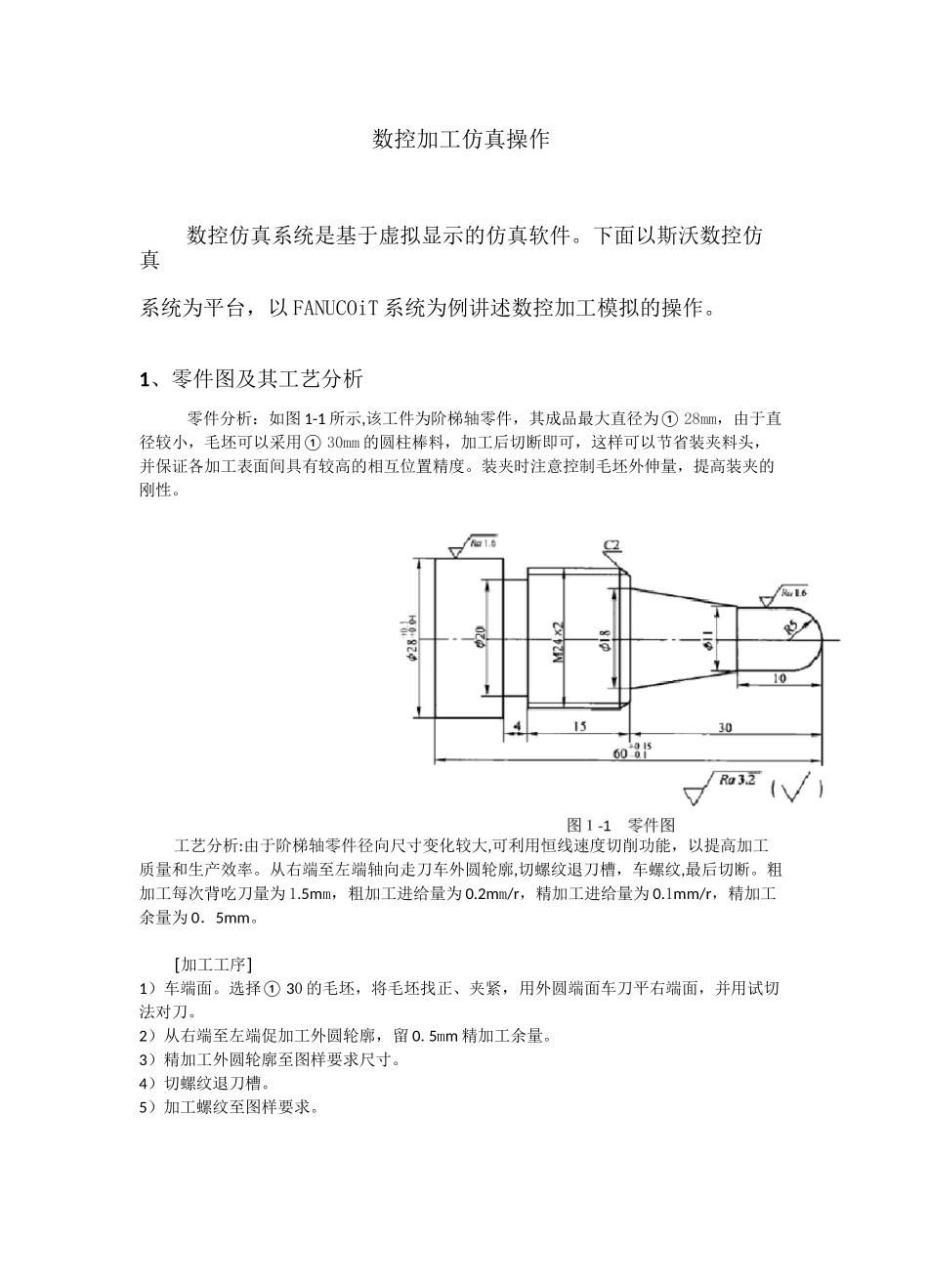
1、零件图及其工艺分析零件分析:如图 1-1 所示,该工件为阶梯轴零件,其成品最大直径为① 28mm,由于直径较小,毛坯可以采用① 30mm 的圆柱棒料,加工后切断即可,这样可以节省装夹料头,并保证各加工表面间具有较高的相互位置精度
装夹时注意控制毛坯外伸量,提高装夹的刚性
工艺分析:由于阶梯轴零件径向尺寸变化较大,可利用恒线速度切削功能,以提高加工质量和生产效率
从右端至左端轴向走刀车外圆轮廓,切螺纹退刀槽,车螺纹,最后切断
粗加工每次背吃刀量为 1
5mm,粗加工进给量为 0
2mm/r,精加工进给量为 0
1mm/r,精加工余量为 0.5mm
[加工工序]1)车端面
选择① 30 的毛坯,将毛坯找正、夹紧,用外圆端面车刀平右端面,并用试切法对刀
2)从右端至左端促加工外圆轮廓,留 0
5mm 精加工余量
3)精加工外圆轮廓至图样要求尺寸
4)切螺纹退刀槽
5)加工螺纹至图样要求
6)切断,保证总长尺寸要求
7)去毛刺,检测工件各项尺寸要求
序号工艺内容刀号刀具规格刀尖半径/mm主轴转速/(r/min)进给速度/(mm/r)1粗加工外轮廓175°菱形刀片0
22精加工外轮廓235 菱形刀片0
053切螺纹退刀槽34mm 刀宽//0
14车螺纹460°刀片0
260025切断34mm 刀宽/5000
12、选择机床系统和加工面板1)在桌面上找到“斯沃数控仿真软件”的图标,双击进入,在数控系统中找到“FANUC0iT”如图 2-1,点运行进入(此为单机版登录)
2)出现 FANUCOiT 系统的系统仿真,在右下角下拉菜单中选择 FANUCOiT 标准面板
3)整个仿真软件主要由机床操作面板、工具菜单和仿真机床模型窗口组