额定电压 3
6/6KV〜26/35KV 级交联聚乙烯绝缘电力电缆制造工艺流程图文件编号:J/HL06-18-2003代替:J/HL06-18-1998编制:校核:标准化:会签:审核:批准:衡阳电缆厂二 OO 三年十月衡阳电缆厂制造工艺流程编制说明产品型号编号:J/HL06-18-2003额定电压 3
6/426/35kV 交联聚乙烯绝缘电力电缆共 5 页第 1 页代替:J/HL06-18-19981、圆铜、铝单线在铜、铝大拉机上生产,圆铝单绒直接用① 400 型、① 500 型或① 630 型铁盘收线,经检验合格后流入下道工序;圆铜单绒可在新十三模连续退火后成框收线流入下道工序,也可成桐收线在退火罐中退火后经检验合格流入下道工序
2、圆铜线在单线复绕机上分盘,用① 400 型、① 500 型或① 630 型铁盘收线
3、25mm2、35mm2规格导体、400mm2及以上规格的芯子线在 400 型管绞机上进行绞合紧压
4、50mm2及以上规格的圆紧压导体在二段笼式绞线机、三段笼式绞线机及框绞机上生产
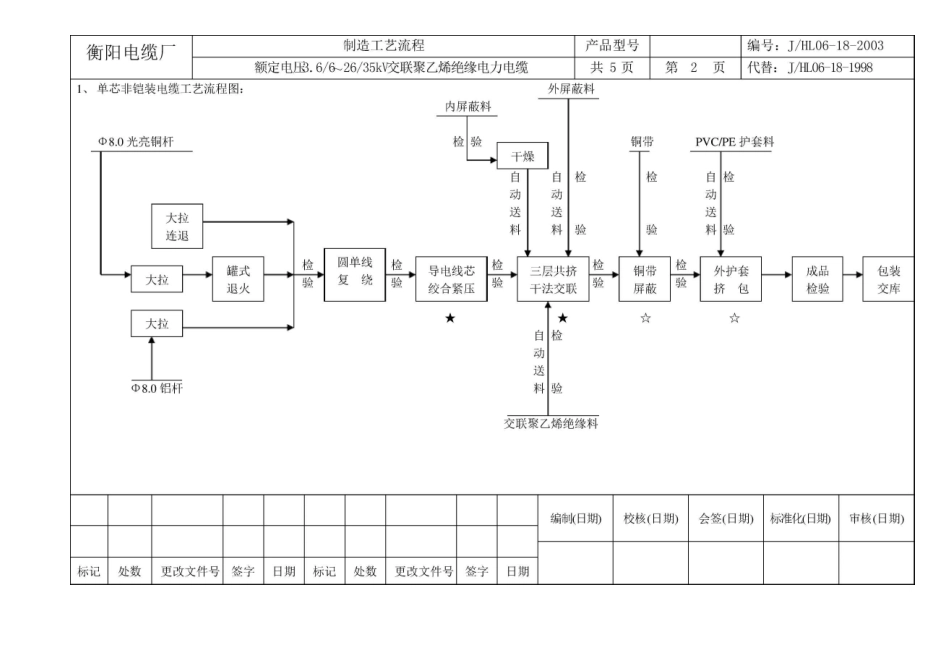
5、导体屏蔽、绝缘及绝缘屏蔽在交联机组(三层共挤)上生产
6、金属屏蔽在铜带屏蔽机上进行铜带绕包
7、三芯电缆在 1+3/1600 型成缆机或 3500 型盘式成缆机上绞合成缆
8、铠装型电缆在① 150 型挤出机上挤出隔离套
9、铠装型电缆在 1+3/1600 型成缆机、400 型钢丝钢带联铠机及 3500 型盘式成缆机上进行铠装
10、电缆外护套在① 150 型挤出机上挤出
11、为加强工序质量控制,规定了关键工序和重要工序
流程图中用“★”号表示关键工序;“☆”号表示重要工序
编制(日期)校核(日期)会签(日期)标准化(日期)审核(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期衡阳电缆厂制造工艺流程产品型号编号:J/HL06-18-2003额定电压 3