1钢结构箱型柱加工制作工艺技术箱型截面柱构件具有结构力学性能好、双向抗弯刚度大、自重轻等特点,目前在建筑中应用越来越广泛
从下料、箱型梁组装、隔板组装、箱型柱焊接以及焊接变形控制等方面介绍了建筑钢结构箱型柱加工制作工艺技术
重点:箱型柱;制作工艺;焊接变形控制1 箱型柱构件的主要特点一般箱型柱由两块宽板和两块窄板(也可称为两块翼缘板和两块腹板)组成,在箱型柱牛腿上、下翼缘板对应位置设置内隔板,且设计要求内隔板与翼缘板和腹板全熔透焊接;高层钢结构箱型柱制作和安装通常分为若干节进行施工,下节柱的柱顶四边向内 50〜100mm 范围要端铳,端面铳垂直于柱身,以保证箱型柱整体的垂直度;箱型柱必须采用合理的焊接顺序以避免产生扭曲变形,造成上、下节柱对接时出现错口现象;内隔板与翼缘板、腹板间须留有足够的间隙并用衬板围成焊道,用电渣焊填充焊道,实现内隔板与主板的焊接,从而解决操作人员无法进入箱型柱内部,对内隔板与四面主板熔透焊缝的焊接问题
为了达到对称焊接控制变形的目的,一般留置对应的两条焊缝用电渣焊对称施焊
2 下料工艺2
1 翼缘板和腹板的下料工艺箱型柱由翼缘板和腹板组成,下料时应结合下料工艺和焊接工艺考虑切割余量和焊接收缩余量
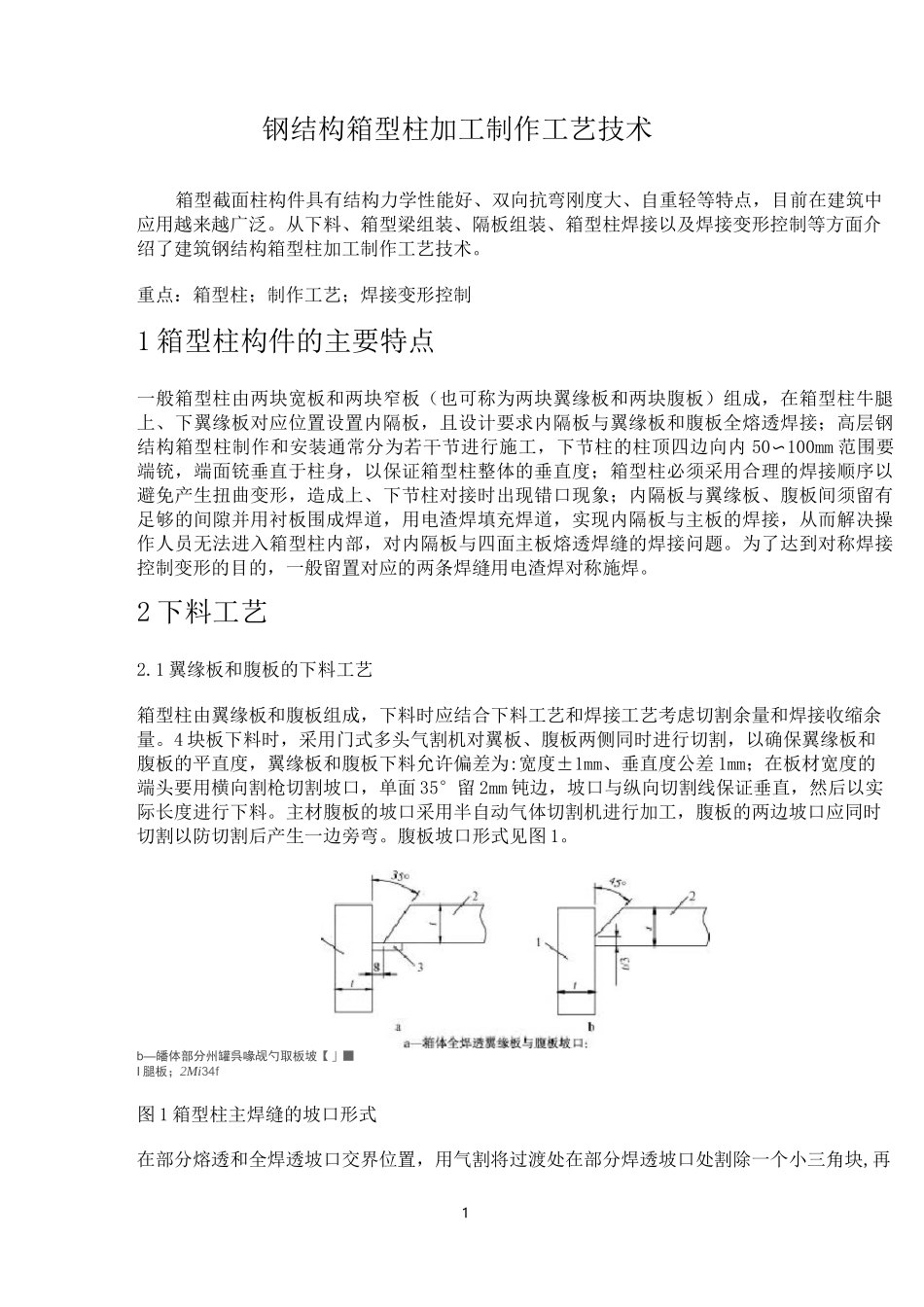
4 块板下料时,采用门式多头气割机对翼板、腹板两侧同时进行切割,以确保翼缘板和腹板的平直度,翼缘板和腹板下料允许偏差为:宽度±1mm、垂直度公差 1mm;在板材宽度的端头要用横向割枪切割坡口,单面 35°留 2mm 钝边,坡口与纵向切割线保证垂直,然后以实际长度进行下料
主材腹板的坡口采用半自动气体切割机进行加工,腹板的两边坡口应同时切割以防切割后产生一边旁弯
腹板坡口形式见图 1
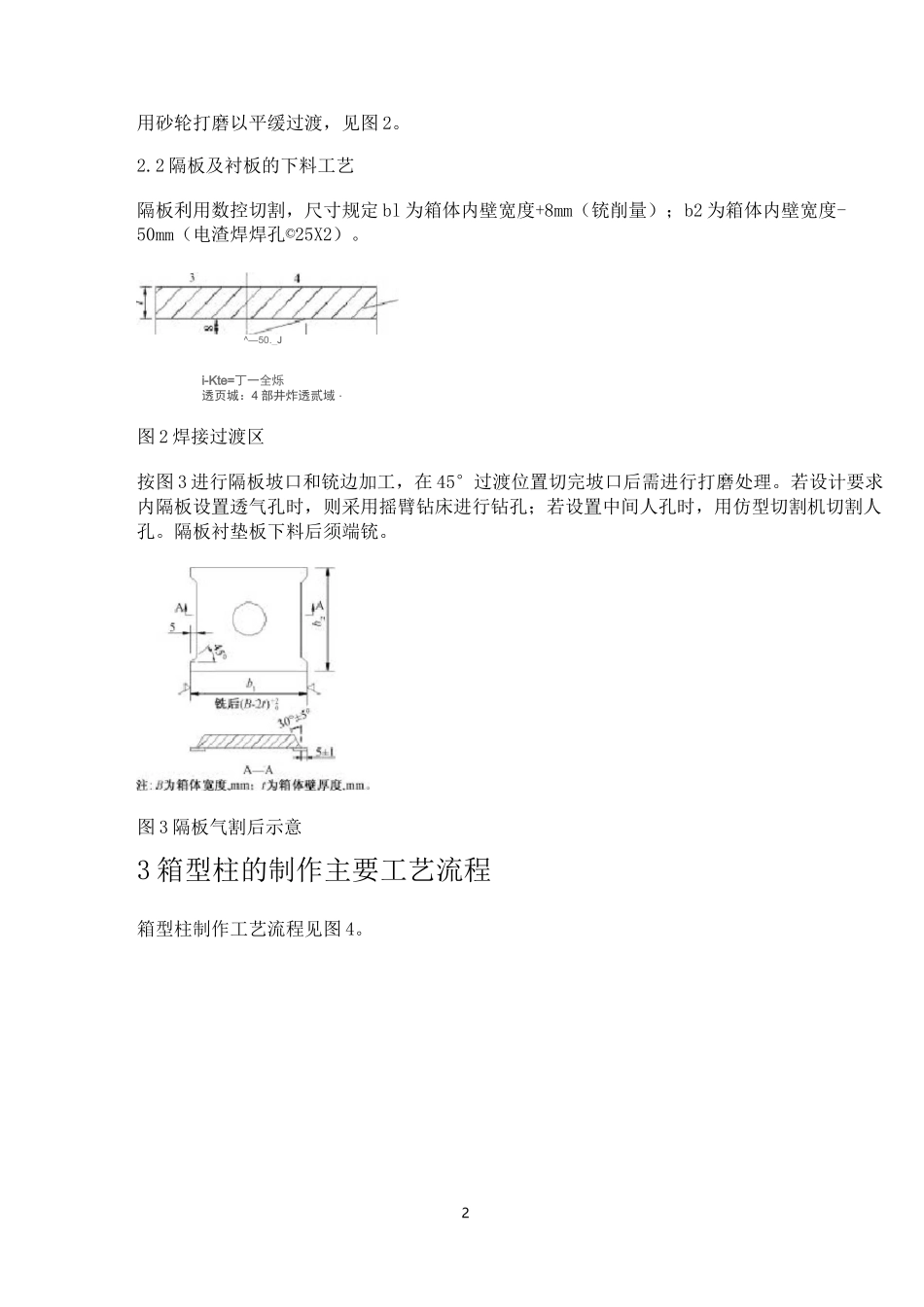
b—皤体部分州罐呉喙觇勺取板坡【」■I 腿板;2Mi34f图 1 箱型柱主焊缝的坡口形式在部分熔透和全焊透坡口交界位置,用气割将过渡处在部分焊透坡口处割除一个小三角块,再2用砂轮