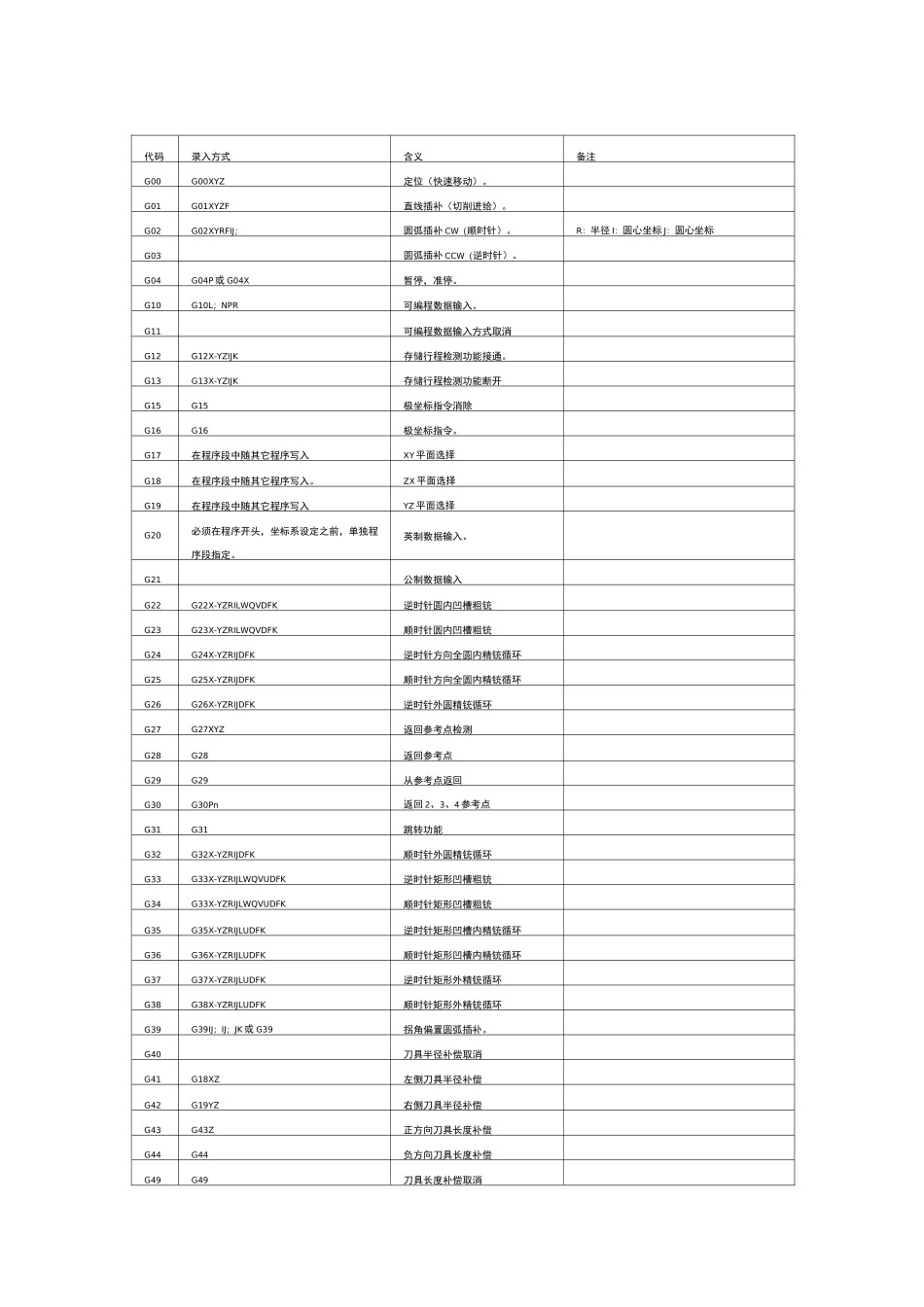
代码录入方式含义备注G00G00XYZ定位(快速移动)
G01G01XYZF直线插补(切削进给)
G02G02XYRFIJ;圆弧插补 CW(顺时针)
R:半径 I:圆心坐标 J:圆心坐标G03圆弧插补 CCW(逆时针)
G04G04P 或 G04X暂停,准停
G10G10L;NPR可编程数据输入
G11可编程数据输入方式取消G12G12X-YZIJK存储行程检测功能接通
G13G13X-YZIJK存储行程检测功能断开G15G15极坐标指令消除G16G16极坐标指令
G17在程序段中随其它程序写入XY 平面选择G18在程序段中随其它程序写入
ZX 平面选择G19在程序段中随其它程序写入YZ 平面选择G20必须在程序开头,坐标系设定之前,单独程序段指定
英制数据输入
G21公制数据输入G22G22X-YZRILWQVDFK逆时针圆内凹槽粗铳G23G23X-YZRILWQVDFK顺时针圆内凹槽粗铳G24G24X-YZRIJDFK逆时针方向全圆内精铳循环G25G25X-YZRIJDFK顺时针方向全圆内精铳循环G26G26X-YZRIJDFK逆时针外圆精铳循环G27G27XYZ返回参考点检测G28G28返回参考点G29G29从参考点返回G30G30Pn返回 2、3、4 参考点G31G31跳转功能G32G32X-YZRIJDFK顺时针外圆精铳循环G33G33X-YZRIJLWQVUDFK逆时针矩形凹槽粗铳G34G33X-YZRIJLWQVUDFK顺时针矩形凹槽粗铳G35G35X-YZRIJLUDFK逆时针矩形凹槽内精铳循环G36G36X-YZRIJLUDFK顺时针矩形凹槽内精铳循环G37G37X-YZRIJLUDFK逆时针矩形外精铳循环G38G38X-YZRIJLUDFK顺时针矩形外精铳循环G39G39IJ;IJ;JK 或 G39拐角偏置圆弧插补
G40刀具半径补偿取消G41G18XZ