注塑模分型及脱模机构的巧妙设计_分型机构1.前言注塑成型自动化程度高、成型周期短、操作简便,是聚合物成型的主要手段
而注塑成型的这些优越性又依赖于注塑模具设计,它既要保证模具的自动化程度、运行稳定性,又要保证模具零件的使用寿命以及更换的便利性
笔者有幸接触到一套分型机构和脱模机构设计非常巧妙的注塑模,在此将该模具的结构展现出来,与模具设计相关的从业人员分享
2.注塑模巧妙的结构设计2
1 注塑模的结构塑件为长方形壳体,外轮廓尺寸 202412mm,壁厚 1mm,如图 1 所示
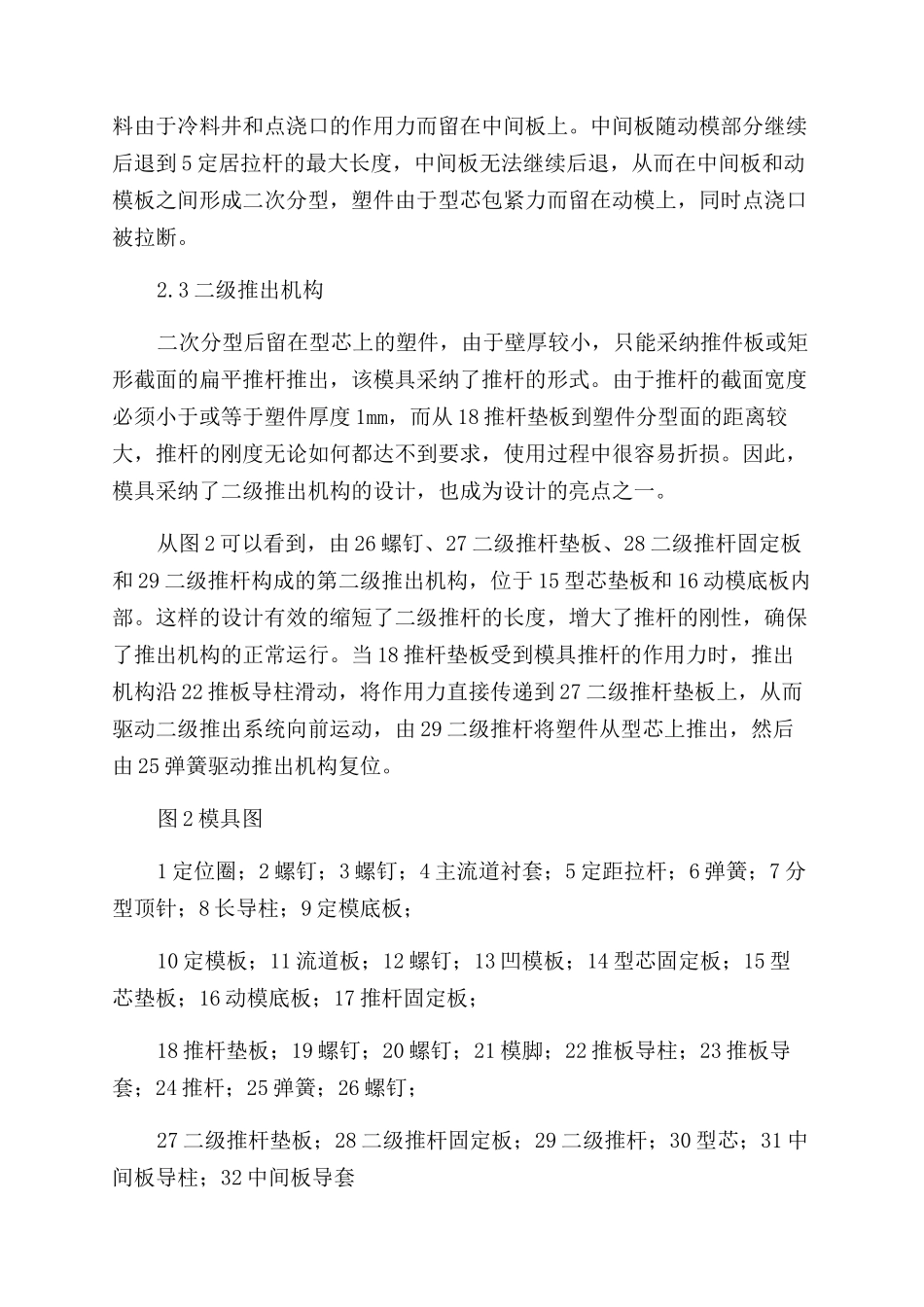
其注塑模具采纳了三板式、一模四腔、针点式浇口从塑件中心进料的结构方案,图 2 所示为模具结构图
图 1 塑件图2
2 顺序分型机构该模具为保证分型顺序的机构设计很值得借鉴
从图 2 可以看到,11流道板和 13 凹模板构成了模具的中间板,只是出于加工的原因而被拆分成了两块,中间板两侧都需要分型,分别用于取出浇道冷凝料和塑件
注塑机动模固定板开模后退时,位于动模板和中间板之间的流道分型面,以及位于中间板和定模板之间的塑件分型面都有可能实现分型,而该模具在控制分型面分型的先后顺序方面的设计非常出色
从图 2 可以看到,由 6 弹簧和 7 分型顶针构成的推出机构,被安装在1 定位环和 9 定模底板、10 定模板构成的定模内部,控制着分型面分型的先后顺序,确保了模具顺序分型的稳定运行
当动模部分随注塑机动模固定板后退时,处于压缩状态的 6 弹簧通过 7 分型顶针,将弹簧力施加给中间板,迫使模具首先在定模板和中间板之间的流道分型面分型,流道冷凝料由于冷料井和点浇口的作用力而留在中间板上
中间板随动模部分继续后退到 5 定居拉杆的最大长度,中间板无法继续后退,从而在中间板和动模板之间形成二次分型,塑件由于型芯包紧力而留在动模上,同时点浇口被拉断
3 二级推出机构二次分型后留在型芯上的塑件,由于壁厚较小,只能采