1钢管的生产方法与工艺流程一、直缝埋弧焊钢管1、直缝埋弧焊管特点简介直缝埋弧焊管的生产工艺灵活可生产范围内的任何规格与壁厚,生产效率较高频直缝焊钢管、螺旋焊钢管要低
直缝埋弧焊管最大优势就在于可以生产高频钢管、螺旋钢管、甚至无缝钢管都不能生产的规格型号
直缝埋弧焊管生产成本比高频钢管、螺旋钢管要高,但比起无缝钢管价格优惠空间很大
直缝埋弧焊管可以生产高频钢管以及螺旋钢管不能生产的材质,比如高频钢管通常是生产国内常用规格,并批量生产库存,通常材质为 Q235B、Q345B,其他较硬钢板材质高频设备和螺旋设备目前国内还不能生产
直缝埋弧焊管在国内的重型钢结构工程和流体管道工程,基础打桩工程中得到广范应用
2、制管工艺及主要设备1)成型前工序及主要设备钢板 T 真空吊 T 钢板超声波检测 T 铣边 T 预弯
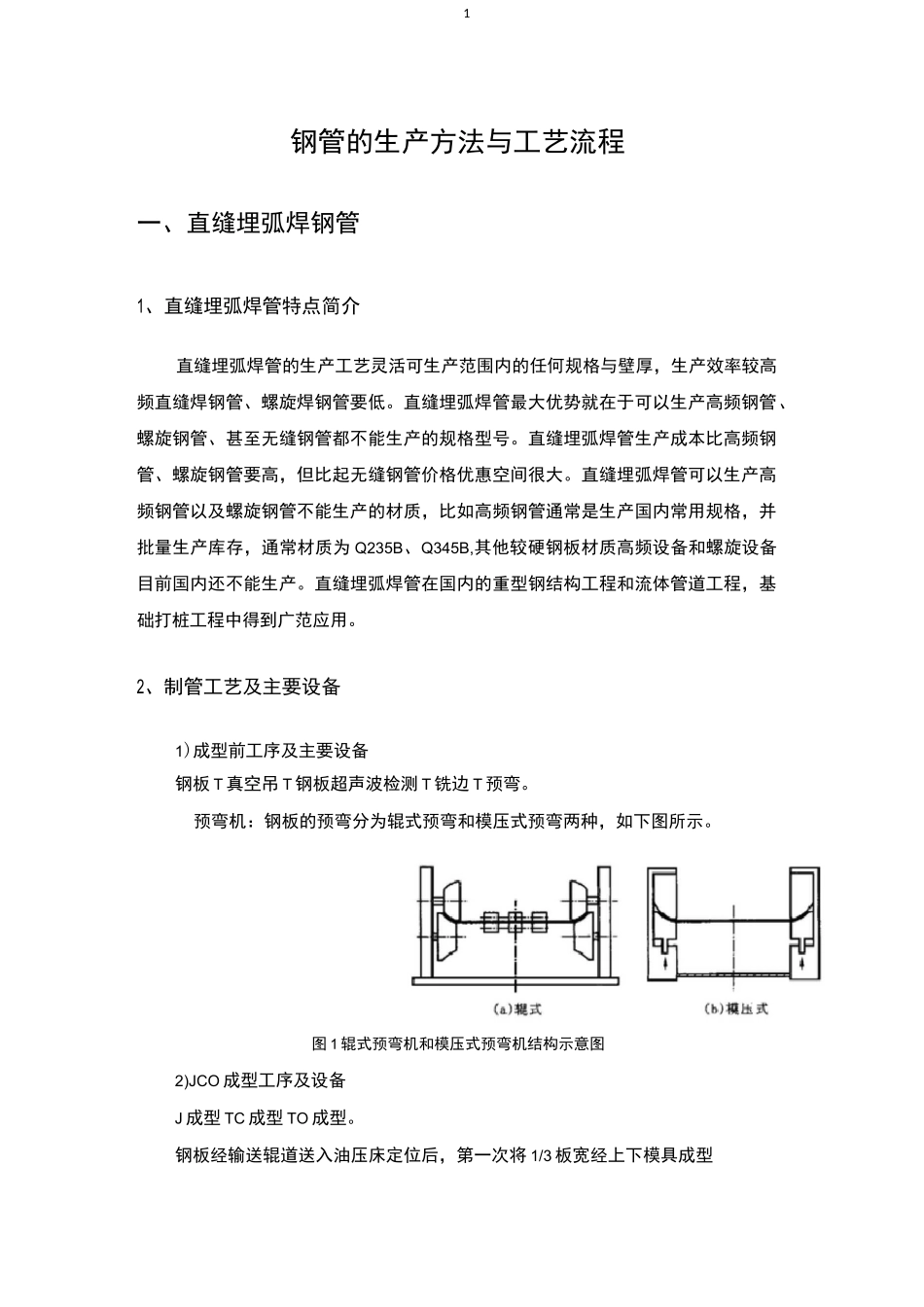
预弯机:钢板的预弯分为辊式预弯和模压式预弯两种,如下图所示
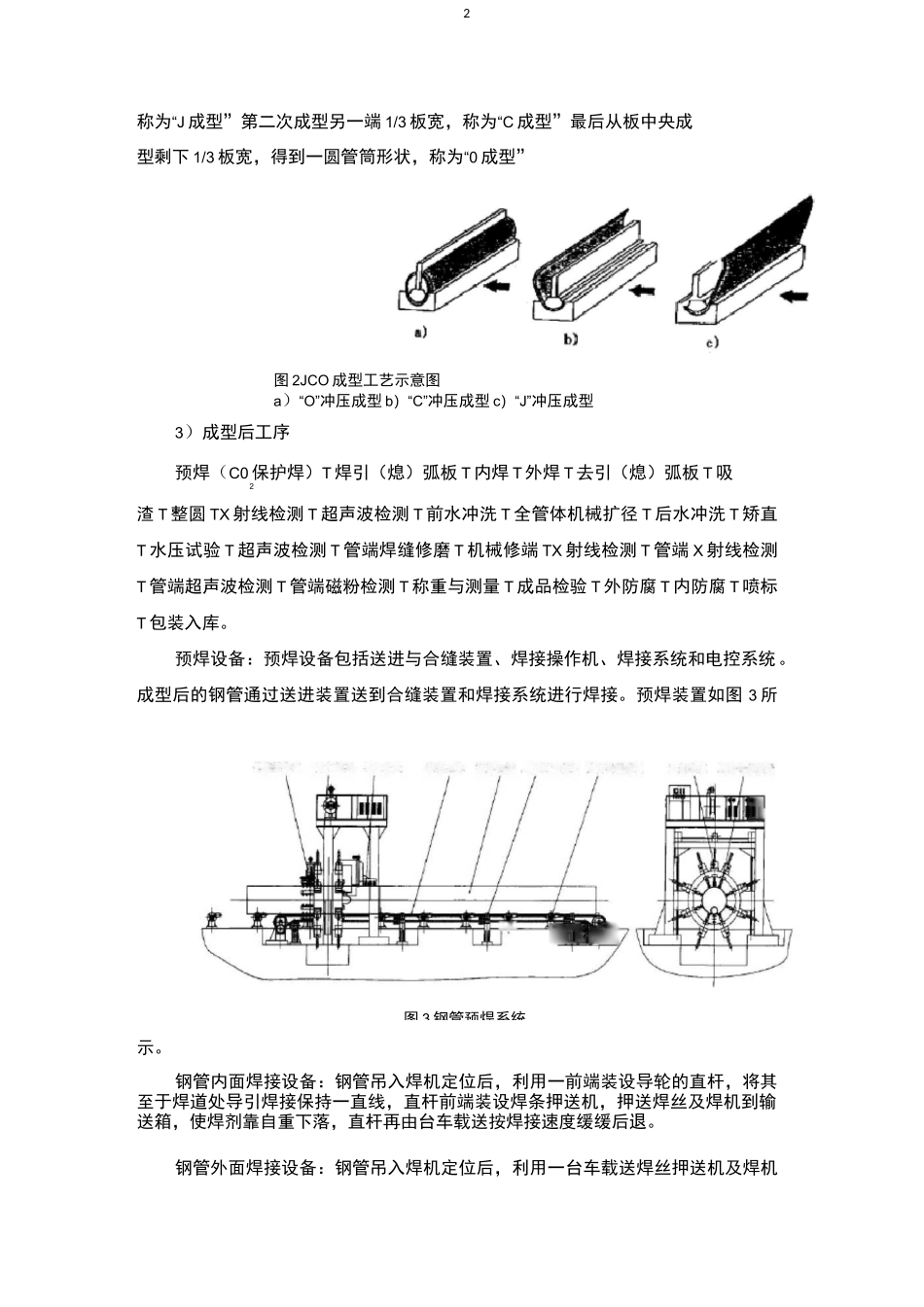
图 1 辊式预弯机和模压式预弯机结构示意图2)JCO 成型工序及设备J 成型 TC 成型 TO 成型
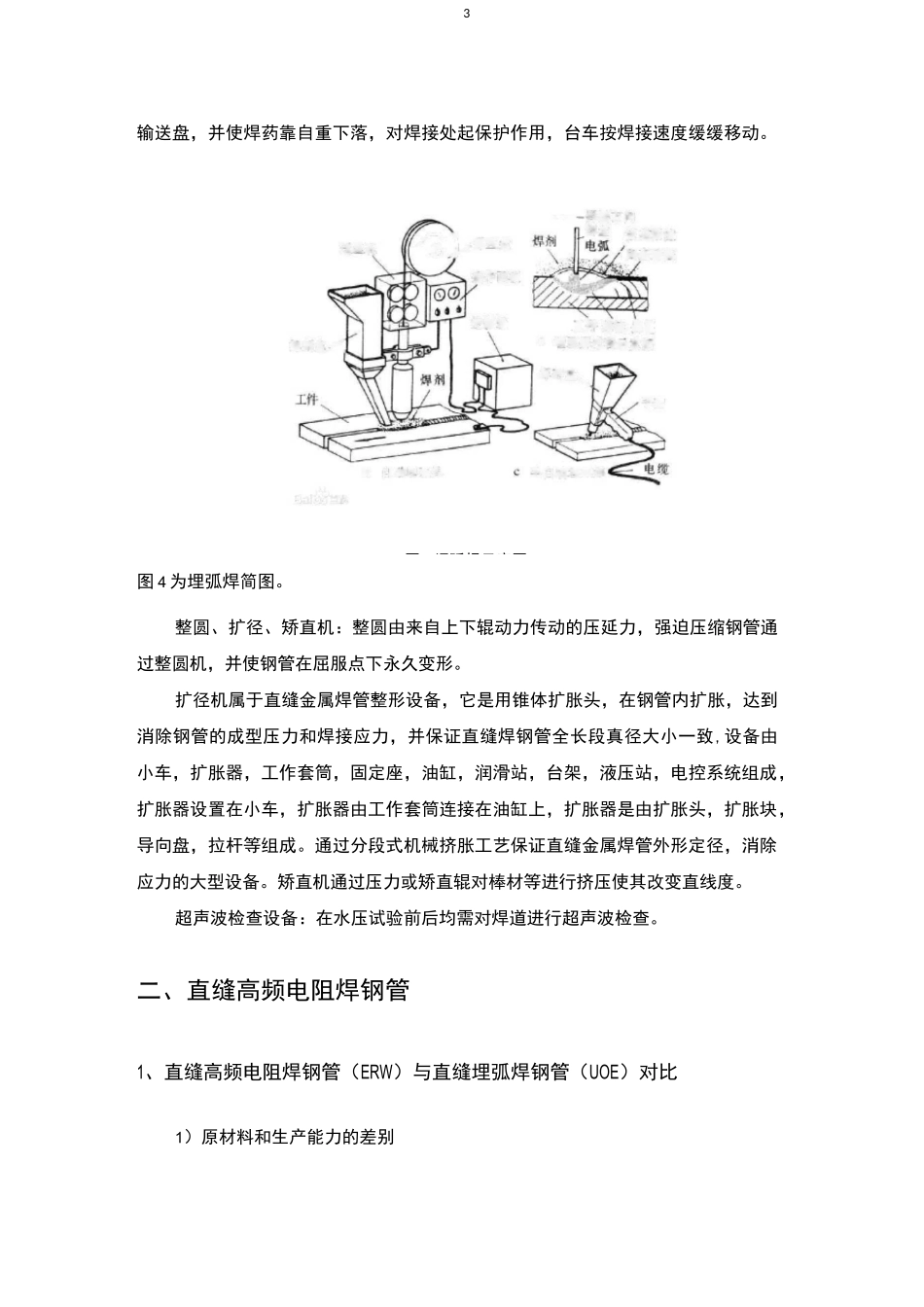
钢板经输送辊道送入油压床定位后,第一次将 1/3 板宽经上下模具成型2*Hnufl图 3 钢管预焊系统悍秋陳作机龙门庭畢导向装说范城系纹较牌甸菁閒向洌节技霊纸向送料骁習压菲浚舌卿仓合建餐豊称为“J 成型”第二次成型另一端 1/3 板宽,称为“C 成型”最后从板中央成型剩下 1/3 板宽,得到一圆管筒形状,称为“0 成型”图 2JCO 成型工艺示意图a)“O”冲压成型 b“) C”冲压成型 c“) J”冲压成型3)成型后工序预焊(C0 保护焊)T 焊引(熄)弧板 T 内焊 T 外焊 T 去引(熄)弧板 T 吸2渣 T 整圆 TX 射线检测 T 超声波检测 T 前水冲洗 T 全管体机械扩径 T 后水冲洗 T 矫直T 水压试验 T 超声波检测 T 管端焊缝修磨 T 机械修端 TX 射线检测 T 管端 X 射线检测T 管端超