1、当您付费下载文档后,您只拥有了使用权限,并不意味着购买了版权,文档只能用于自身使用,不得用于其他商业用途(如 [转卖]进行直接盈利或[编辑后售卖]进行间接盈利)。2、本站所有内容均由合作方或网友上传,本站不对文档的完整性、权威性及其观点立场正确性做任何保证或承诺!文档内容仅供研究参考,付费前请自行鉴别。3、如文档内容存在违规,或者侵犯商业秘密、侵犯著作权等,请点击“违规举报”。
碎片内容
QB/HT-JS-205-2018液压缸检验试验规程编制:审核:批准:标准化审查质量会签:顾客意见:盐城海特机械科技有限公司年月日第 1 页共 10 页1
范围:适用于本公司液压缸的整个制作过程中的检验试验过程
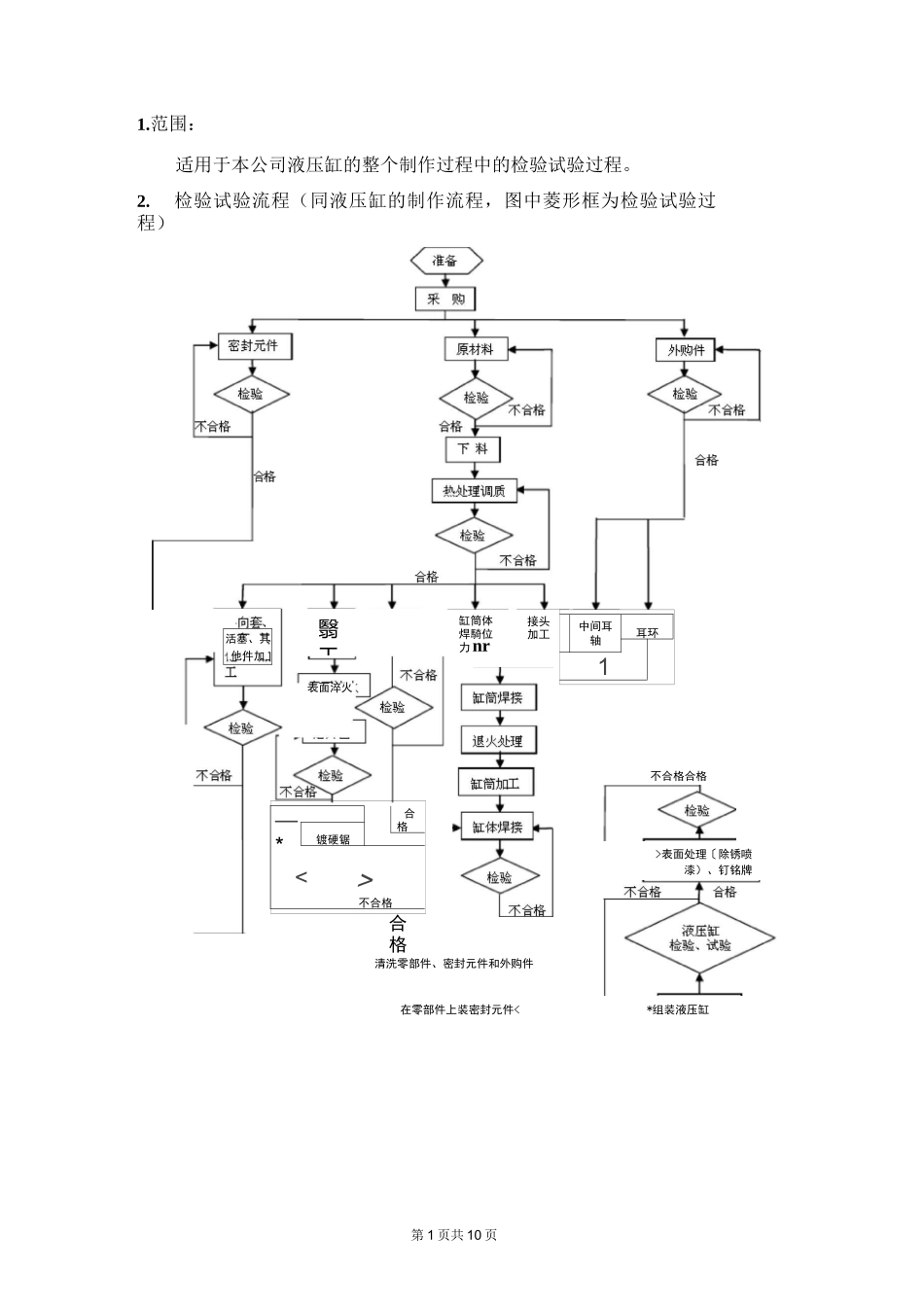
检验试验流程(同液压缸的制作流程,图中菱形框为检验试验过程)合格缸筒体焊騎位力nr翳工活塞、其他件加表面淬火—*合格镀硬锯不合格中间耳轴耳环1接头加工不合格合格清洗零部件、密封元件和外购件>表面处理〔除锈喷漆)、钉铭牌*组装液压缸在零部件上装密封元件30〜三 50±0
6>110~±150±1
4第 4 页共 10 页GB/T699-2015《优质碳素结构钢》GB/T3077-2015《合金结构钢》GB/T1220-2007《不锈钢》GB/T1591-2008《低合金高强度结构钢》GB/T8162-2008《结
该用户很懒,什么也没介绍