西气东输淮武支线管道工程第三标段线路工程管道补口、补伤施工方案编制:审核:审批:中国石油天然气管道局西气东输淮武支线第三标段项目部编制日期:2005 年 11 月 25 日西气东输淮武支线管道工程第三标段线路工程中国石油天然气管道局第 3 页西气东输淮武支线管道工程第三标段线路工程中国石油天然气管道局第 2 页2
2 喷砂时喷枪应与管道轴线基本垂直,喷枪应匀速沿管道轴线往复移动
3 喷砂时应将焊缝防腐层与补口材料搭接范围内的防腐涂层表面一并打毛
4 当金属表面呈现金属本色、没有黑色或红色斑点时,即可停止喷砂检查
除锈根据《涂装前钢材表面锈蚀等级和除锈等级》GB/T8923 的规定,表面预处理质量应达到 Sa21/2级要求,锚纹深度 50-75 口 m
5 除锈完毕后应将焊口及焊口两侧涂层上的粉尘清除干净
6 对隧道内等特殊地段,喷砂设备无法进入的情况下,取得业主和监理代表批准的情况下,可采用电动钢丝刷除锈,处理后达到 St3 级
5 预热、测温2
1 点燃火焰加热器,调好火焰长度和温度,以火焰不冒黑焰为宜
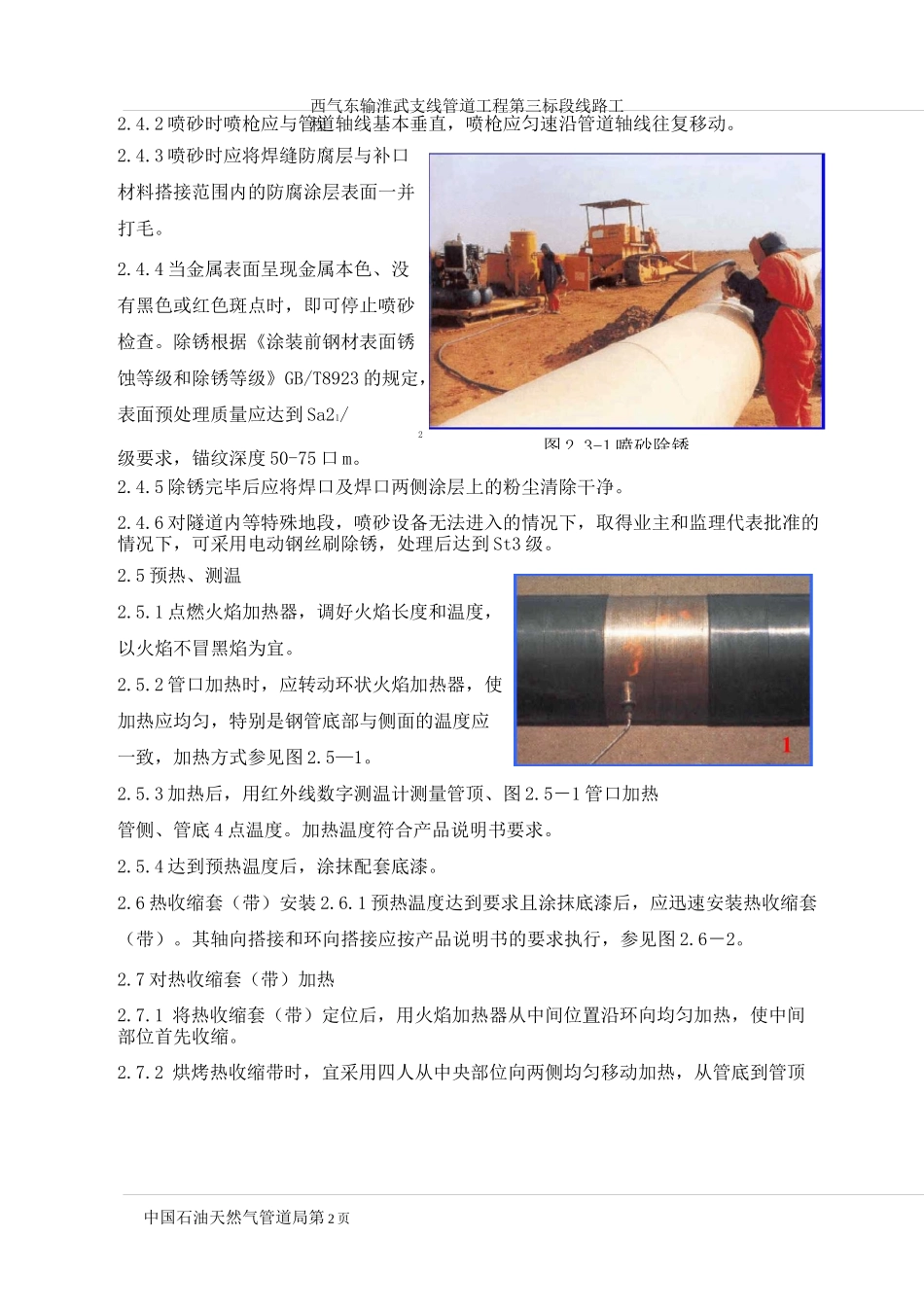
2 管口加热时,应转动环状火焰加热器,使加热应均匀,特别是钢管底部与侧面的温度应一致,加热方式参见图 2
3 加热后,用红外线数字测温计测量管顶、图 2
5-1 管口加热管侧、管底 4 点温度
加热温度符合产品说明书要求
4 达到预热温度后,涂抹配套底漆
6 热收缩套(带)安装 2
1 预热温度达到要求且涂抹底漆后,应迅速安装热收缩套(带)
其轴向搭接和环向搭接应按产品说明书的要求执行,参见图 2
7 对热收缩套(带)加热2
1 将热收缩套(带)定位后,用火焰加热器从中间位置沿环向均匀加热,使中间部位首先收缩
2 烘烤热收缩带时,宜采用四人从中央部位向两侧均匀移动加