细长轴的加工技术方法摘要:由于细长轴在加工中刚性差,在切削时受切削力、重力、切削热等因素影响产生弯曲变形,产生震动、锥度、腰鼓形和竹节形等缺陷,难以保证加工精度
通过分析细长轴加工各关键技术问题对细长轴加工的影响,找到改进方法,从而提高细长轴加工的精度,保证合格率
关键字:细长轴技术问题加工方法精度引言通常轴的长度与之直径比大于20~25(即L/d≥20~25)的轴称之为细长轴
这类零件一般在车床上进行加工
在车削加工过程中,由于其刚性差,在切削力和切削热的作用下,细长轴很容易产生弯曲变形,使加工出来的细长轴产生中间粗、两头细的形状,严重影响零件的加工精度
同时细长轴产生弯曲变形后,还会引起工艺系统振动,影响零件的粗糙度
在切削力、重力和顶尖顶紧力的作用下,横置的细长轴很容易弯曲甚至失稳,因此,车削细长轴时必须改善细长轴的受力问题
加工方法:采用反向进给车削,选用合理的刀具几何参数、切削用量、拉紧装置和轴套式跟刀架等一系列有效措施
一、提出问题细长轴是机器上的重要零件之一.用来支配机器中的传动零件,使传动零件有确定的工作位置,并且传递运动和转矩
当轴的长度与直径之比L/D>25时,轴称为细长轴
钳工怕眼’’是人们熟悉的口头语
也就是说,由于细长轴的加工精度要求高,但细长轴本身的结构特点使之刚性差、振动大,所以加工起来存在一定的难度
其加工特点如下:1、细长轴刚性很差
在车削加工时,如果装夹不当,很容易因切削力及重力的作用而产生弯曲变形,从而引起振动,降低加工精度和表面粗糙度
2、细长轴的散热性差
在切削热的作用下
工件轴向尺寸会变热伸长,如果轴的两端为固定支承,则会因变挤而产生弯曲变形,甚至会使工件卡死在顶尖间而无法加工
3、工件高速旋转时,在离心力作用下,加剧工件弯曲与振动
4、细长轴轴向尺寸较长,加工时一次给所需时间长
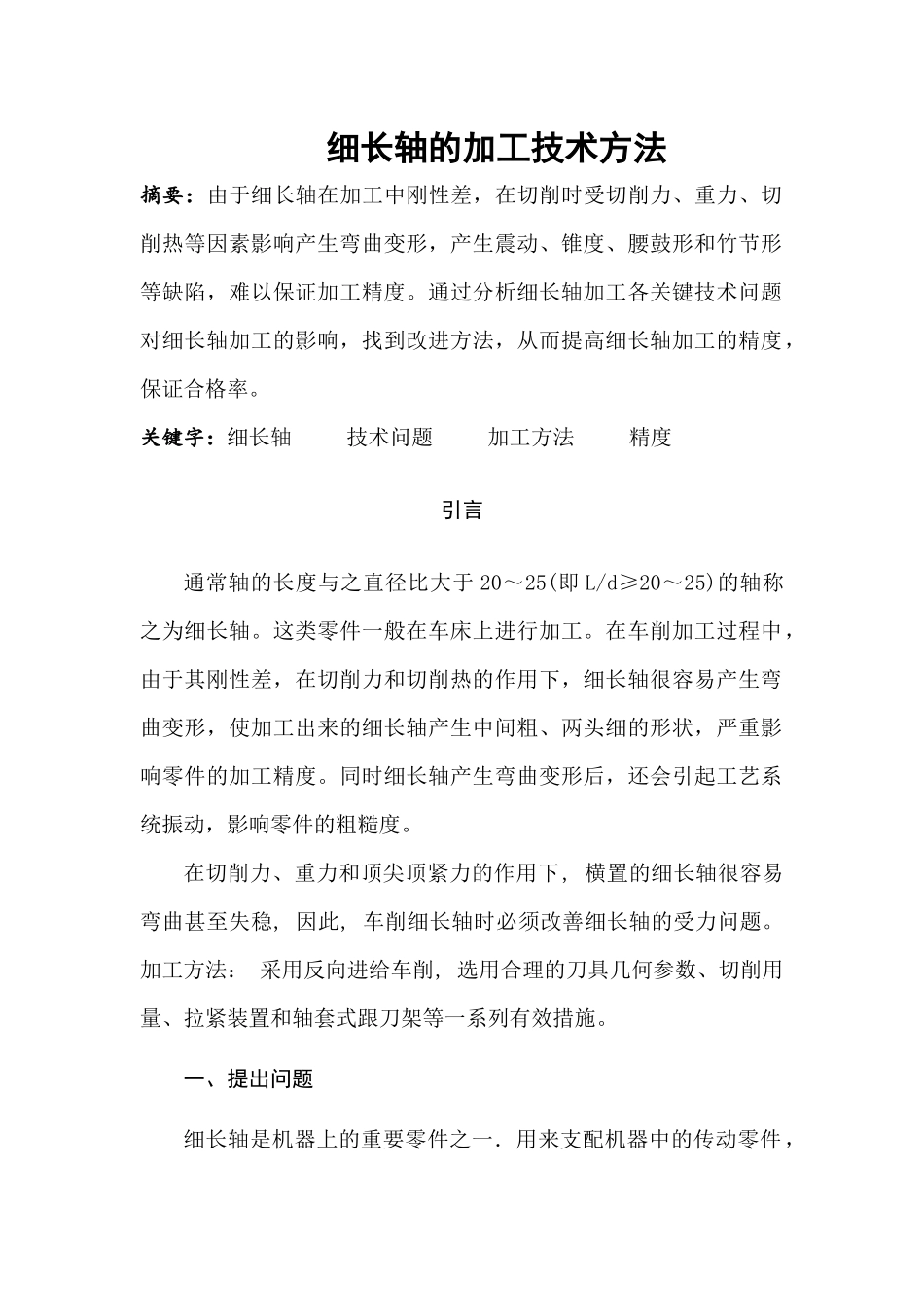
刀具磨损大,从而影响零件的几何形状精度