电阻焊质量管理与检验现代电阻焊技术可以得到高质量焊接接头
但由于电阻焊过程中受众多偶然因素的干扰(表面状况不良、电极磨损、装配间隙的变化、分流等工艺因素的随机波动、焊接参数的波动……),要想杜绝生产中个别接头质量的降低、废品的出现还是有困难的
因此,必须对电阻焊产品的生产全过程进行监督和检验,保证其在规定的使用期限内可靠地工作,不致因焊接质量不良导致产品丧失全部或部分工作能力
一、电阻焊的全面质量管理电阻焊全面质量管理的主要任务是预防和及时发现焊接缺陷,确定焊接接头质量等级,保持所有生产因素的稳定性,并保证获得高而稳定的产品质量
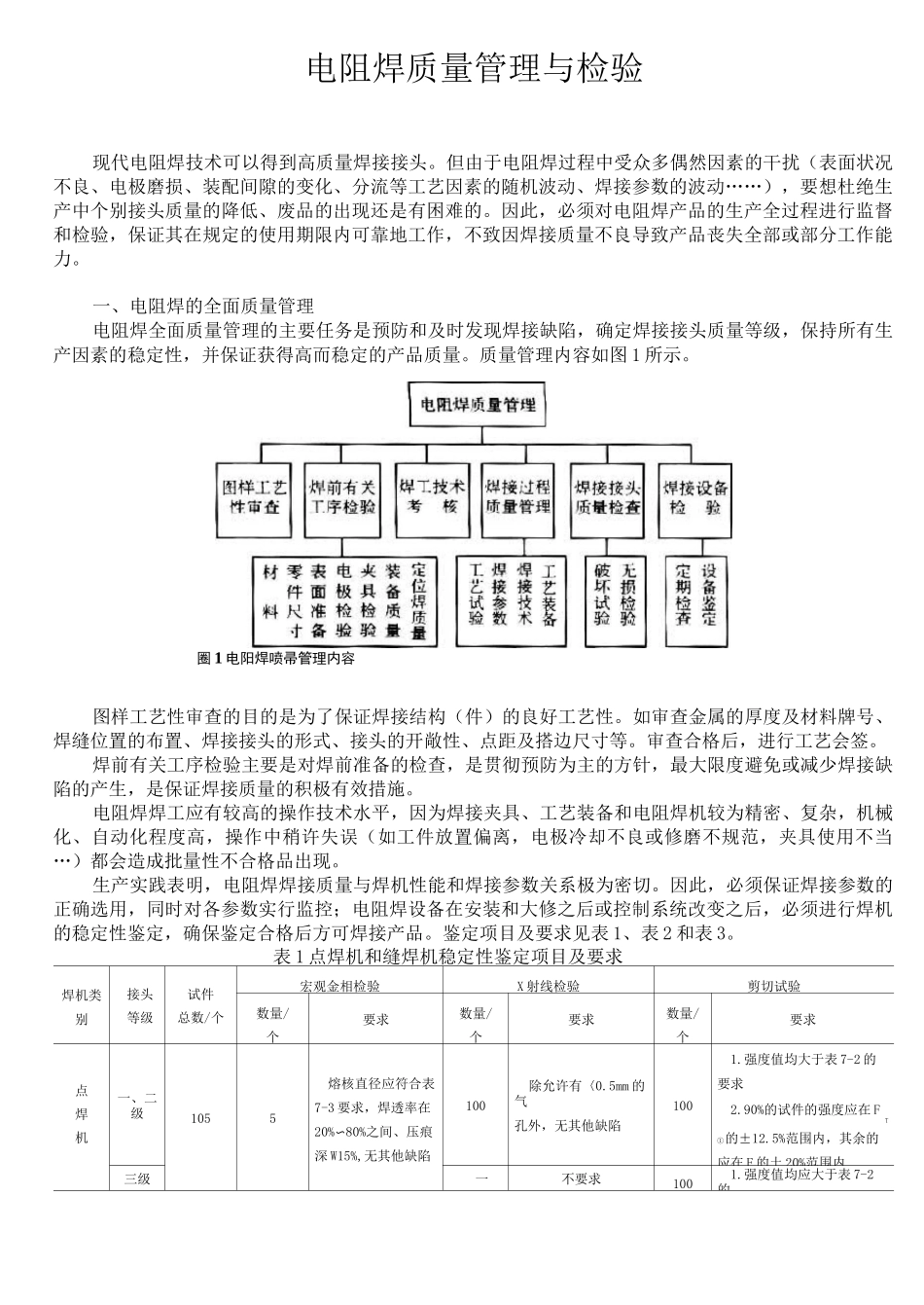
质量管理内容如图 1 所示
圈 1 电阳焊喷帚管理内容图样工艺性审查的目的是为了保证焊接结构(件)的良好工艺性
如审查金属的厚度及材料牌号、焊缝位置的布置、焊接接头的形式、接头的开敞性、点距及搭边尺寸等
审查合格后,进行工艺会签
焊前有关工序检验主要是对焊前准备的检查,是贯彻预防为主的方针,最大限度避免或减少焊接缺陷的产生,是保证焊接质量的积极有效措施
电阻焊焊工应有较高的操作技术水平,因为焊接夹具、工艺装备和电阻焊机较为精密、复杂,机械化、自动化程度高,操作中稍许失误(如工件放置偏离,电极冷却不良或修磨不规范,夹具使用不当…)都会造成批量性不合格品出现
生产实践表明,电阻焊焊接质量与焊机性能和焊接参数关系极为密切
因此,必须保证焊接参数的正确选用,同时对各参数实行监控;电阻焊设备在安装和大修之后或控制系统改变之后,必须进行焊机的稳定性鉴定,确保鉴定合格后方可焊接产品
鉴定项目及要求见表 1、表 2 和表 3
表 1 点焊机和缝焊机稳定性鉴定项目及要求焊机类别接头等级试件总数/个宏观金相检验X 射线检验剪切试验数量/个要求数量/个要求数量/个要求点焊机一、二级1055熔核直径应符合表7-3 要求,焊透率在20%〜80%之间、压痕深 W15%,无其他