怎样绘制毛坯图
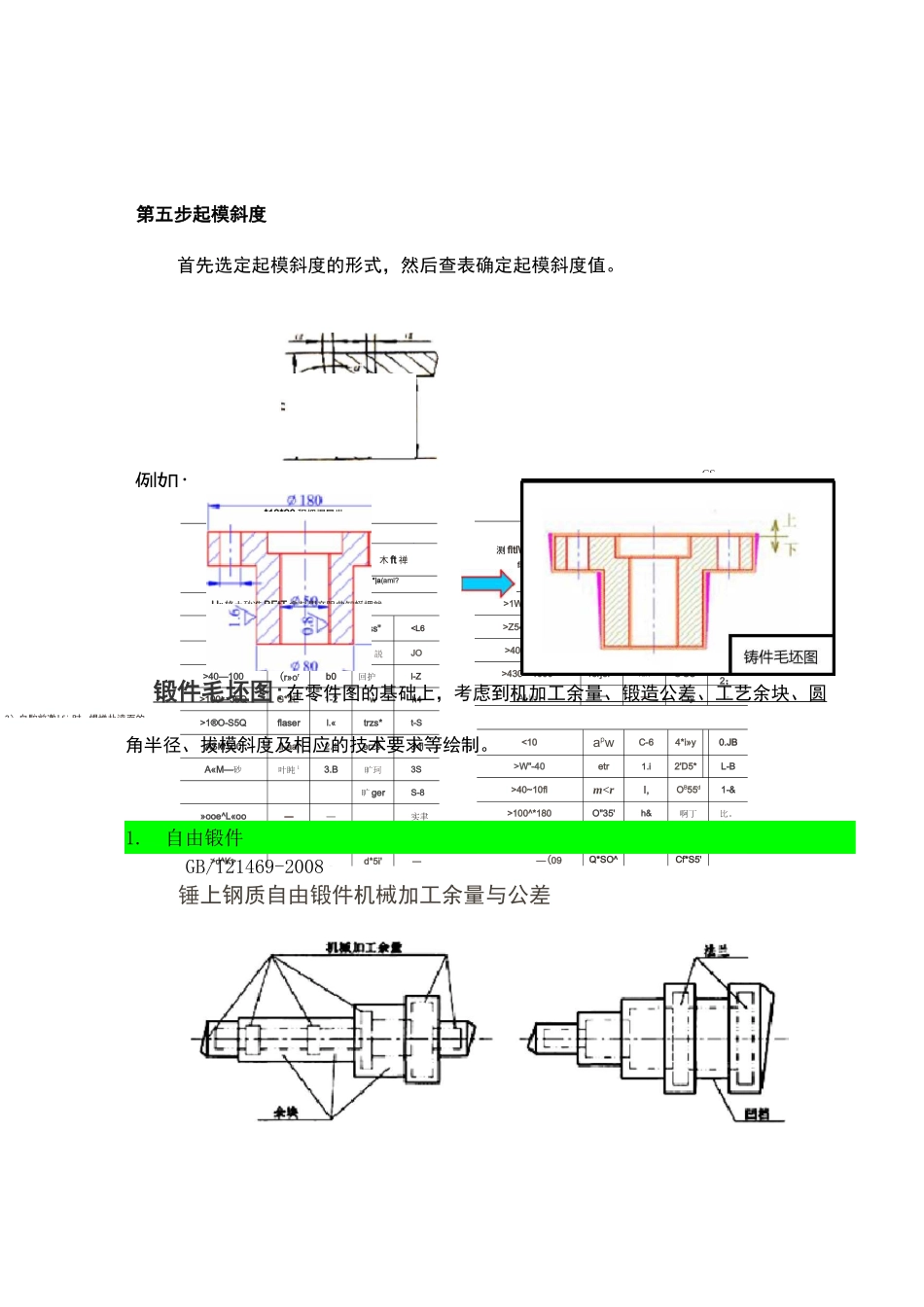
铸件毛坯图:在零件图的基础上根据工艺要求添加适当的加工余量,并去掉机加产生孔和沟槽(形象地说就是把机加工切除的那部分还回去)用双点划线画出零件轮廓剖面图中加工余量、不铸孔及沟槽用正方形网纹线[即零件原有剖面线上附加与之垂直的剖面线而成);毛坯轮廓用粗实线
用细实线画出分型面,并标注“上”“下”字样,以说明浇注位置
标注:①只标注特殊铸造圆角和起模斜度,相同的统一在技术要求中说明
②尺寸标注:方法一标注零件尺寸,向外标注加工余量;方法二标注铸件尺寸,向内标注加工余量
第一步加工余量1
根据工艺方法(手工造型、机器造型)和材料(铸钢、灰铁、球铁、可铁、铜、锌)查手册确定:工艺方法「-可靈幡铁晌合金砂型手工,11〜◎11—13)1—1330—\210—12因 JHHHH砂电忸呻 A*g〜ga—]&曲一 io迪電図处型 HiGGGG① 加工余量等级:A、B、C、D、E、F、G、H、J、K 共十级,其中常用的为 C~K;② 公差等级:CT1~CT16,常用的为 CT4~CT13;2
根据零件基本尺寸、加工余量等级、公差等级查手册确定加工余量
|%*4«関血睪锂 fnuid金全須•合金悴昔需膛,讀33’3蠱■嚨聞《
进尺・4£(川iv12:—Z3E5W5N]1-31-5—g乐力片盅K=X^-2-t
-H-fiJ111-5124;廉昧腔1一1—L1)悴件至僵旌擴爺的内转店应石钩迢團附
汁算时撫靈性轨夭的合全中钦大直2)葬出啦偵肓卜扈址販习用摊址的机庶朋雌曼肯阳的忻魂陀 ij~Ci¥%
GB3a2281 几为槿于刮邃「半径应熔可 ft 貌一%辆40■对于砂歆廉金罠卒碎件一村蜒 一用阳戴 片畀 对血特酋用-K1 或她第二步铸件的公差根据铸件基本尺寸、公差等级查手册确定铸件尺寸公差数值
第三步铸造圆角根据铸造方法(砂型、金属型、压力铸造、熔模铸造)和材料(铝、镁、铜、锌、黑色金