管道内外壁防腐施工方案一、工程简介本工程管道 DN mm,长度 m, 内壁除锈后涂环氧煤沥青防腐涂料
二、编制依据:1、《涂装前钢铁表面锈蚀等级和除锈等级》GB/T8923-88;2、《工业设备及管道防腐施工及验收法律规范》HGJ229-91;3、《涂装作业安全规程、涂漆前处理安全工艺》GB7692;4、国家、行业相关的其他技术法律规范、标准;5、同类工程施工经验及公司实力
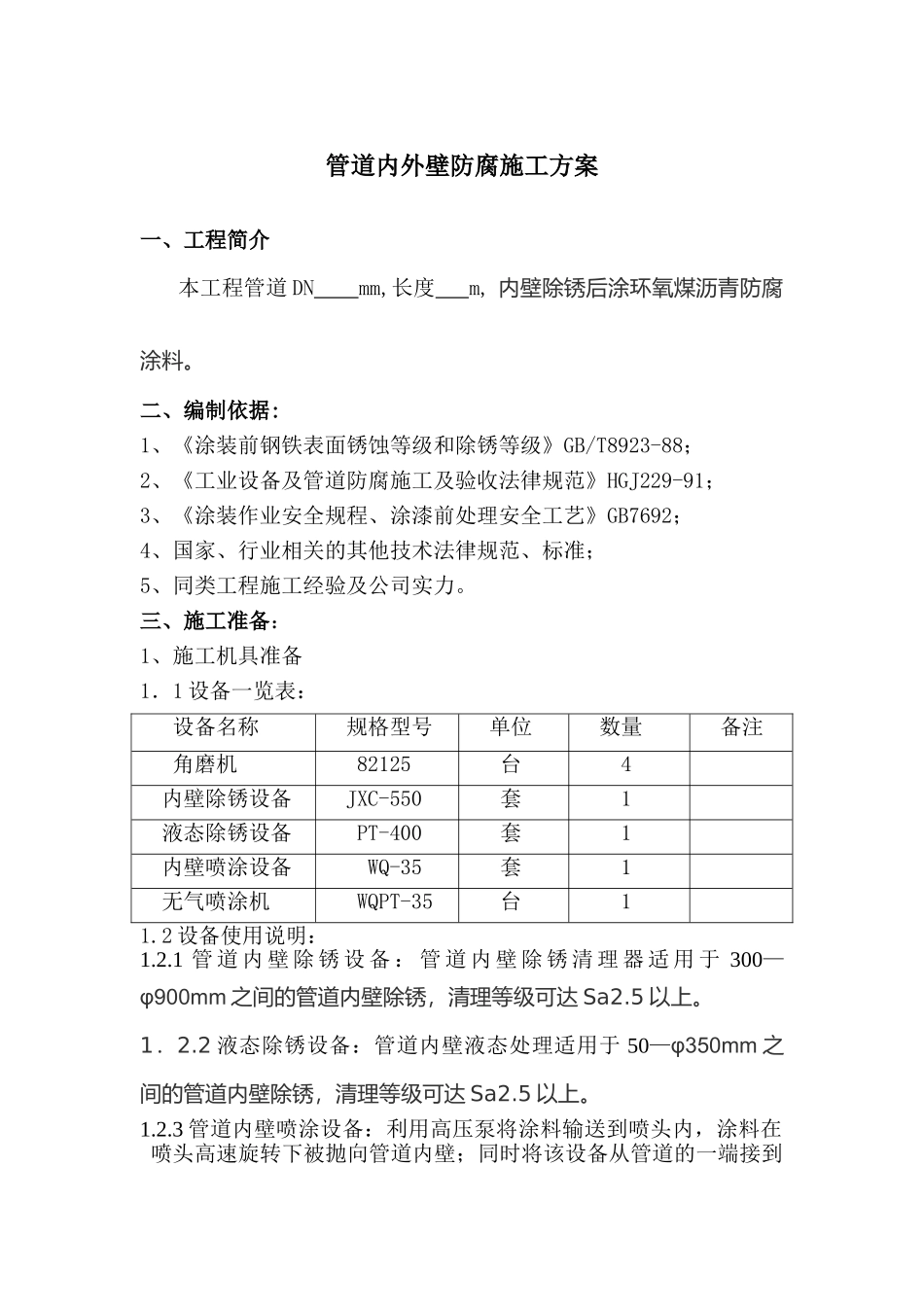
三、施工准备:1、施工机具准备1.1 设备一览表:设备名称规格型号单位数量备注角磨机82125台4内壁除锈设备JXC-550套1液态除锈设备PT-400套1内壁喷涂设备WQ-35套1无气喷涂机WQPT-35台11
2 设备使用说明: 1
1 管 道 内 壁 除 锈 设 备 : 管 道 内 壁 除 锈 清 理 器 适 用 于 300—φ900mm 之间的管道内壁除锈,清理等级可达 Sa2
2 液态除锈设备:管道内壁液态处理适用于 50—φ350mm 之间的管道内壁除锈,清理等级可达 Sa2
3 管道内壁喷涂设备:利用高压泵将涂料输送到喷头内,涂料在喷头高速旋转下被抛向管道内壁;同时将该设备从管道的一端接到另一端,此时,整个管道内壁被涂上均匀切平整的涂料
4 无气喷涂机:双组份涂料的喷涂施工截然不同于一般涂料,必须按规定配比且充分混合,当基料和固化剂已经混合,时间稍长,粘度急增,甚至开始固化,因此,使用时限很短
若使用常规喷涂设备:1、会因稀料不畅影响正常排量,降低喷涂质量
2、涂料混合后若不及时用完就会败效,涂料损失大
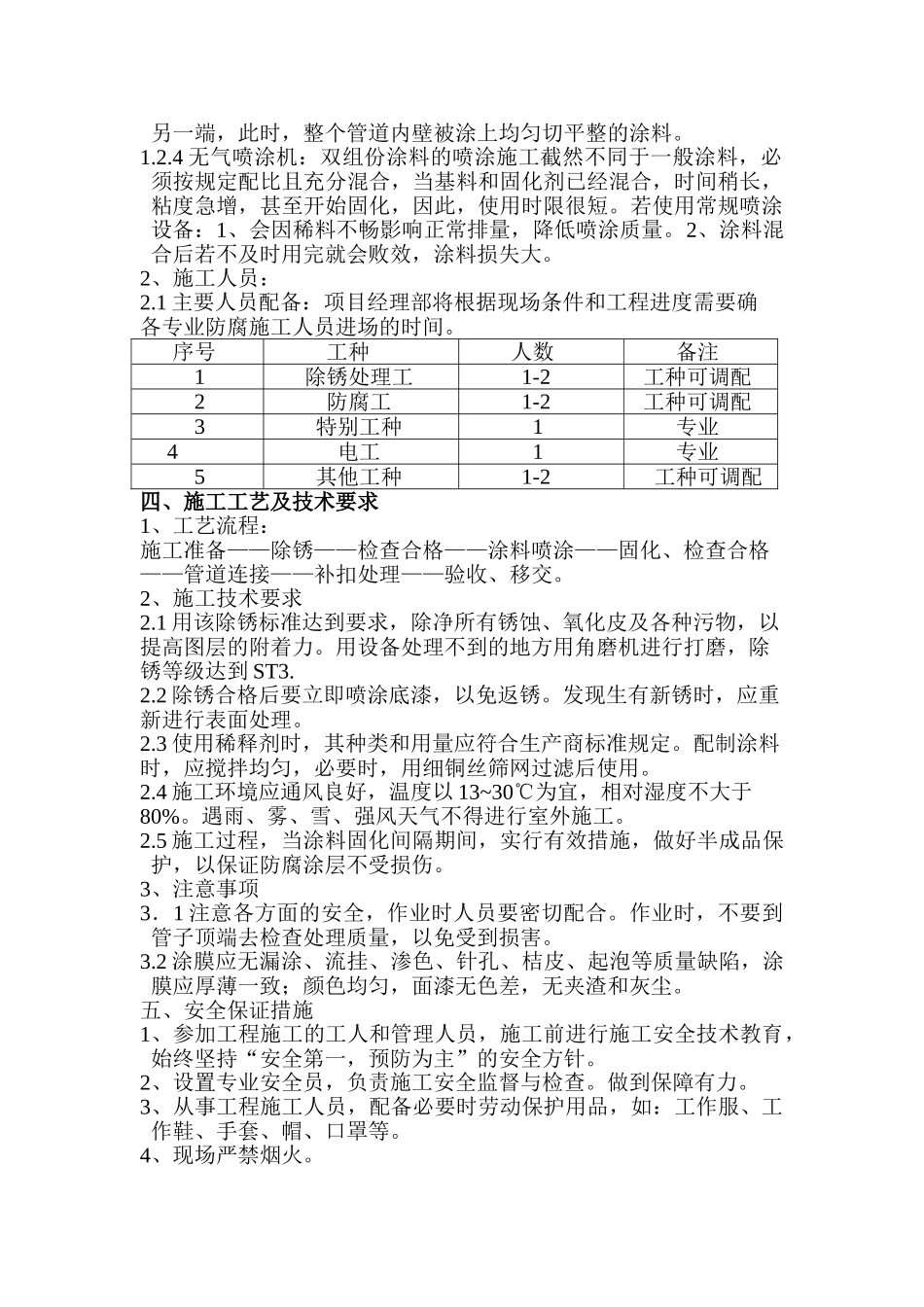
2、施工人员: 2
1 主要人员配备:项目经理部将根据现场条件和工程进度需要确各专业防腐施工人员进场的时间
序号工种人数备注1除锈处理工1-2工种可调配2防腐工1-2工种可调配3特别工种1专业 4电工1专业5其他工种1-2工种可调配四、施工工