分汽缸焊接工艺规程续表 接 头 编 号 表 焊 接 工 艺 规 程 FQG1-11 仪表接头与缸体焊缝 PHY-PQR-03 11 FQG1-10
108*6 接管焊缝 PHY-PQR-03 10 FQG1-09
108*6 接管与缸体焊缝 PHY-PQR-03 09 FQG1-08
108*6 接管与法兰焊缝 PHY-PQR-04 08 FQG1-07
159*6 接管与缸体焊缝 PHY-PQR-03 07 FQG1-06
159*6 接管与法兰焊缝 PHY-PQR-04 06 FQG1-05
76*4 接管与缸体焊缝 PHY-PQR-03 05 FQG1-04
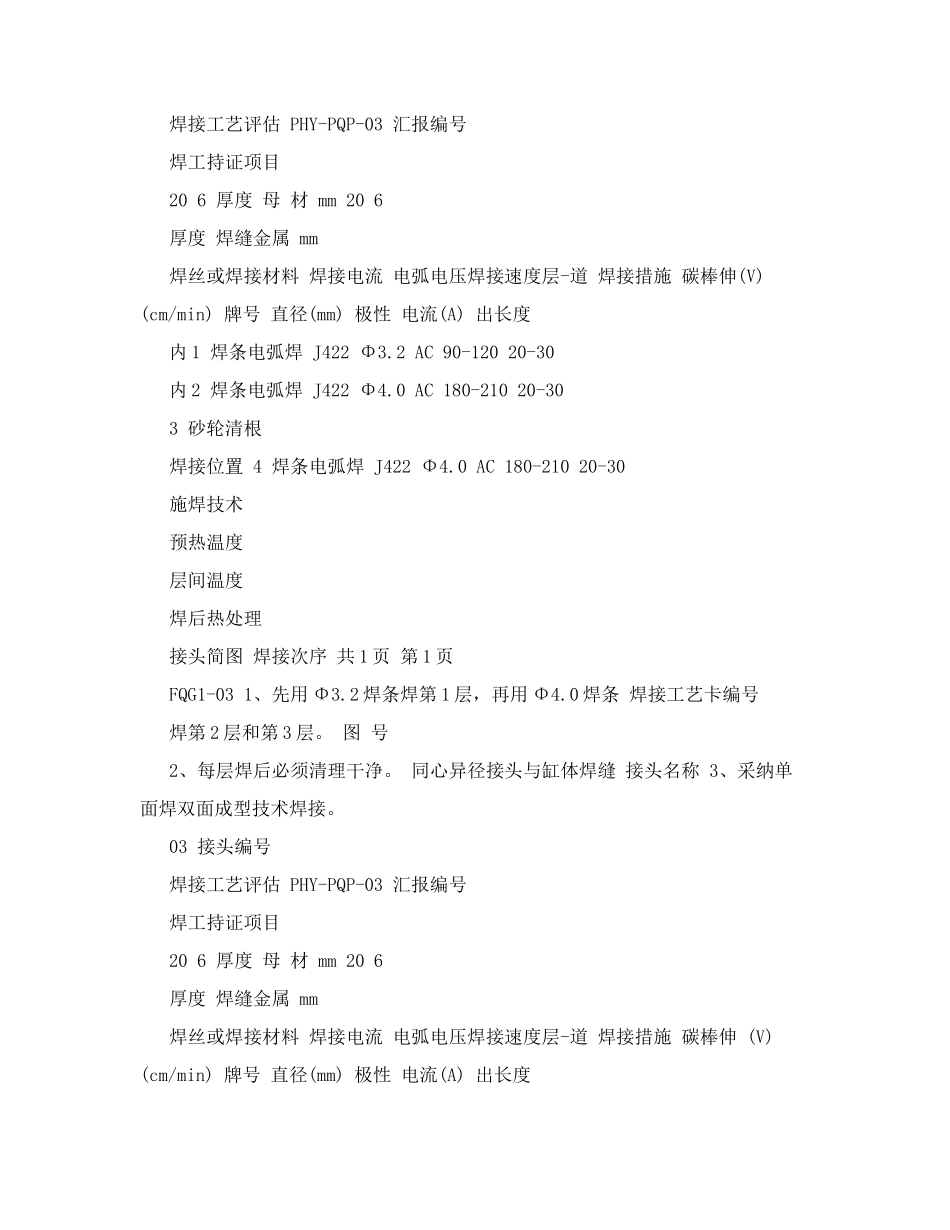
76*4 接管与法兰焊缝 PHY-PQR-04 04 FQG1-03 同心异径接头与缸体焊缝 PHY-PQR-03 20% 03 FQG1-02
159*6 接管与同心异径接头焊缝 PHY-PQR-03 20% 02 FQG1-01
159*6 接管与法兰焊缝 PHY-PQR-04 01 接头编号 接头工艺卡编号 接头名称 焊接工艺评估编号 无损检测 续表 焊接材料汇总表 焊接工艺规程 焊条电弧焊 SMAW 埋弧焊 SAW 气体保护焊 MIG/TIG 母材 焊条/规格 烘干温度/时间 焊丝/规格 焊剂 烘干温度/时间 焊丝/规格 保护气体 纯度 J422 150
20 与 20 Φ3
0 /2h J422 150
20 与 Q235B Φ3
0 /2h 容器技术特性 设计压力部位 设计温度(
) 试验压力(Mpa) 焊接接头系数 容器类别 备注 (Mpa) 筒体 0
88 180 1
接头简图 焊接次序 共 1 页 第 1 页 FQG1-01 1、外面先用 Φ3
2 焊条焊第一层,再用 Φ4
0 焊 焊接工艺卡编号