打磨作业指导书Grinding Instruction编制: 宋祥涛 批准:Made by: Approved ByloCn3eG
tOahVJR
日期:2025
7 日期:Date: Date2IfoshM
6EQExmn
1 总则为了提高产品的外观、改善涂装的难度,或为了不影响装配,根据图纸或其它要求,在下料或焊接以后常常不可避开地需要打磨
为法律规范公司高要求打磨质量的打磨,特制定本打磨工艺
本工艺适用于乾铁机电所有打磨工序以及与有相同外观要求的产品项目
B3UIoMx
vu4GZuo
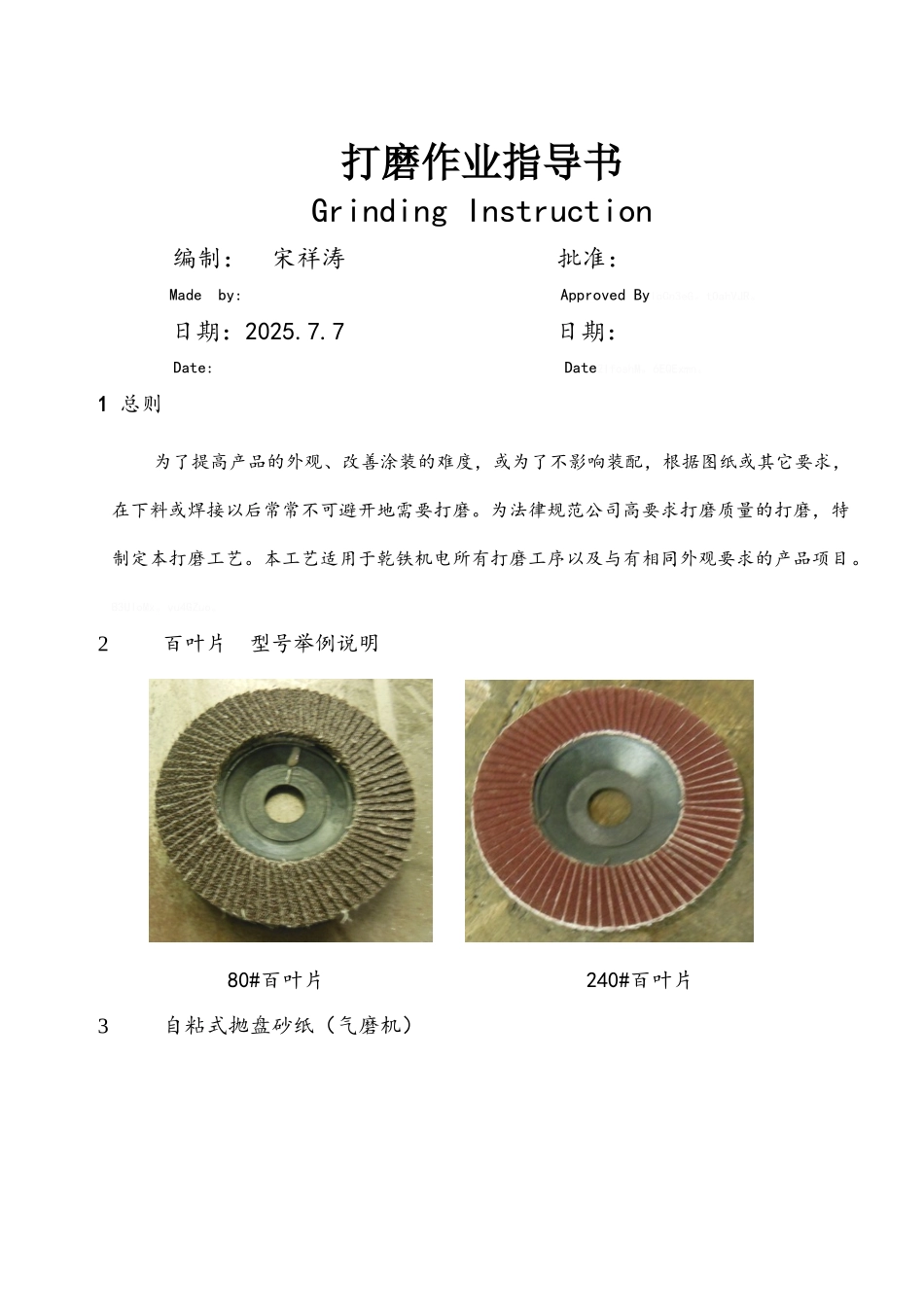
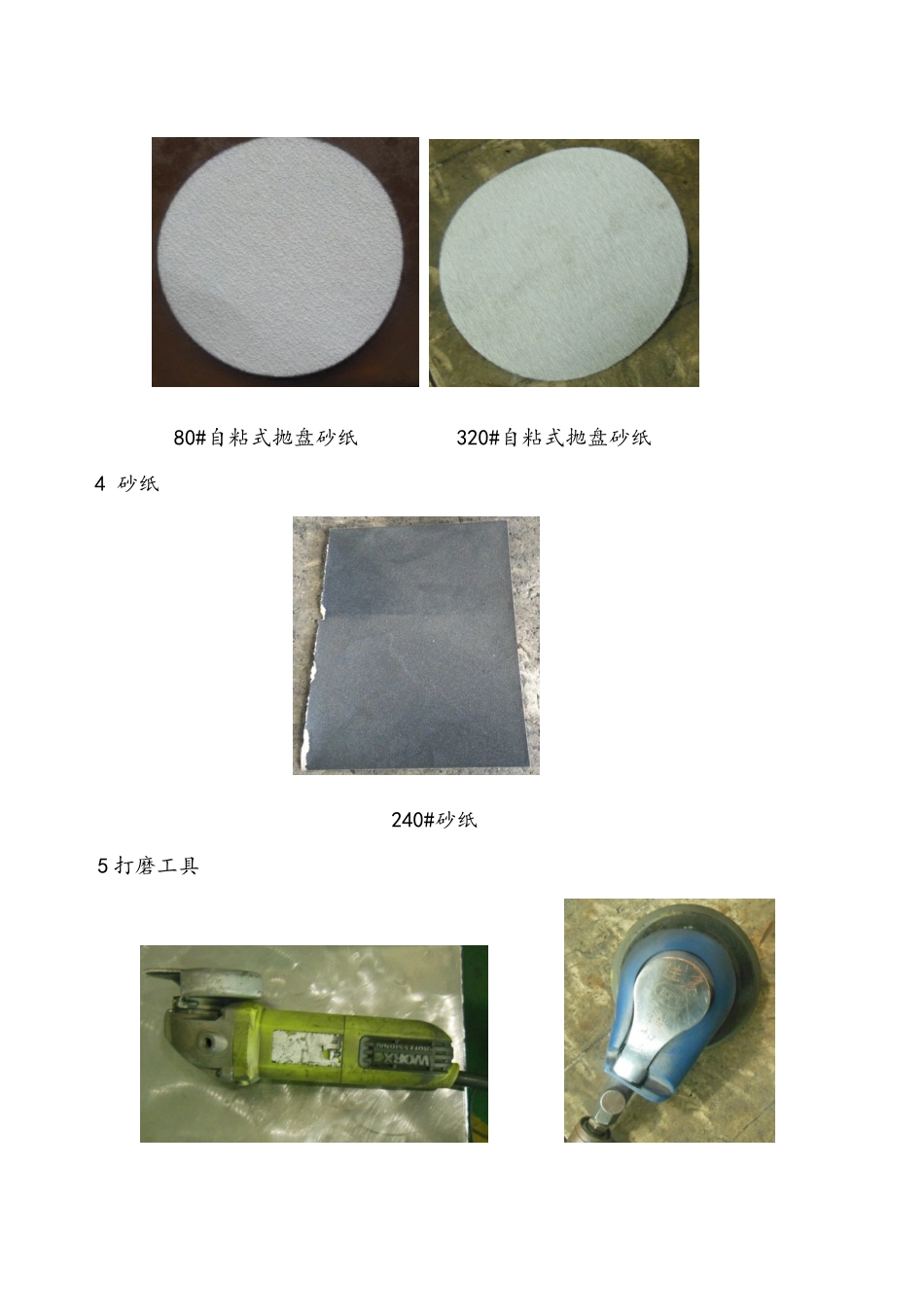
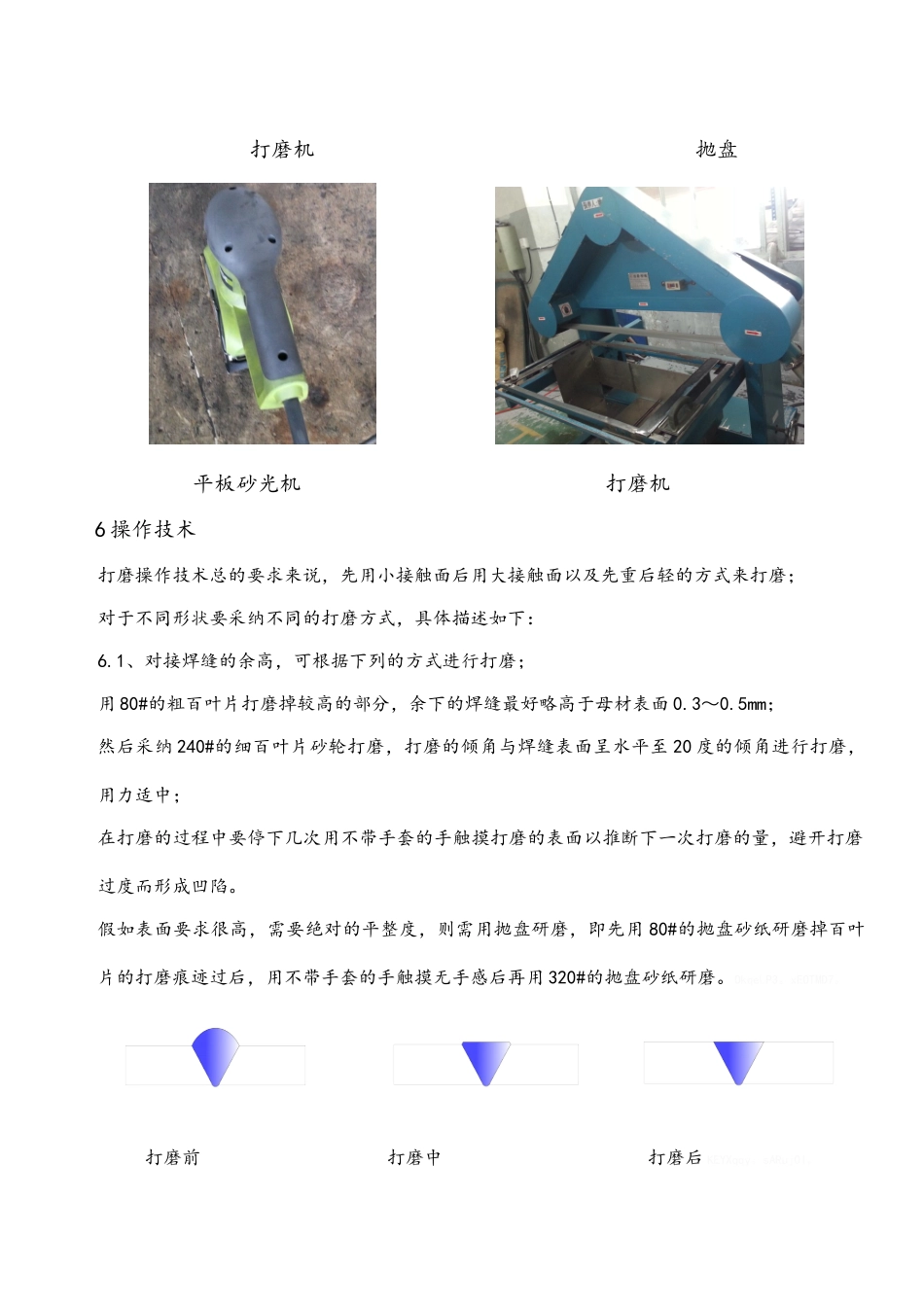
2百叶片 型号举例说明 80#百叶片 240#百叶片3自粘式抛盘砂纸(气磨机) 80#自粘式抛盘砂纸 320#自粘式抛盘砂纸4 砂纸 240#砂纸5 打磨工具 打磨机 抛盘 平板砂光机 打磨机6 操作技术打磨操作技术总的要求来说,先用小接触面后用大接触面以及先重后轻的方式来打磨;对于不同形状要采纳不同的打磨方式,具体描述如下:6
1、对接焊缝的余高,可根据下列的方式进行打磨;用 80#的粗百叶片打磨掉较高的部分,余下的焊缝最好略高于母材表面 0
5mm;然后采纳 240#的细百叶片砂轮打磨,打磨的倾角与焊缝表面呈水平至 20 度的倾角进行打磨,用力适中;在打磨的过程中要停下几次用不带手套的手触摸打磨的表面以推断下一次打磨的量,避开打磨过度而形成凹陷
假如表面要求很高,需要绝对的平整度,则需用抛盘研磨,即先用 80#的抛盘砂纸研磨掉百叶片的打磨痕迹过后,用不带手套的手触摸无手感后再用 320#的抛盘砂纸研磨
OkqeLP3
xEOTMD7
打磨前 打磨中 打磨后 KEYXqqy
sARuj0I
2 角焊缝的打磨由于修饰或装配的需要,有时角焊缝要求修饰成与相邻的折边相近的圆角,此时可用打磨的方式来进行,打磨过程如下图所示:NMmLCPD
krTTnIG
打磨前 打磨掉一