数控火焰切割机切割质量缺陷现象与原因分析(一) 数控火焰切割机在实际生产过程中,常常会产生这样或那样得缺陷,一般有如下几种缺陷:边缘缺陷,切割断面缺陷,挂渣、裂纹等
而造成缺陷现象得原因很多,假如氧气纯度保证正常,设备运行正常,那么造成火焰切割质量缺陷得原因主要表现在如下几个方面:割炬、割嘴、钢材本身质量、钢板材质
第一、上边缘切割质量缺陷这就是由于熔化而造成得质量缺陷
(1) 上边缘塌边 现象:边缘熔化过快,造成圆角塌边
原因: ① 切割速度太慢,预热火焰太强; ② 割嘴与工件之间得高度太高或太低;使用得割嘴号太大,火焰中得氧气过剩
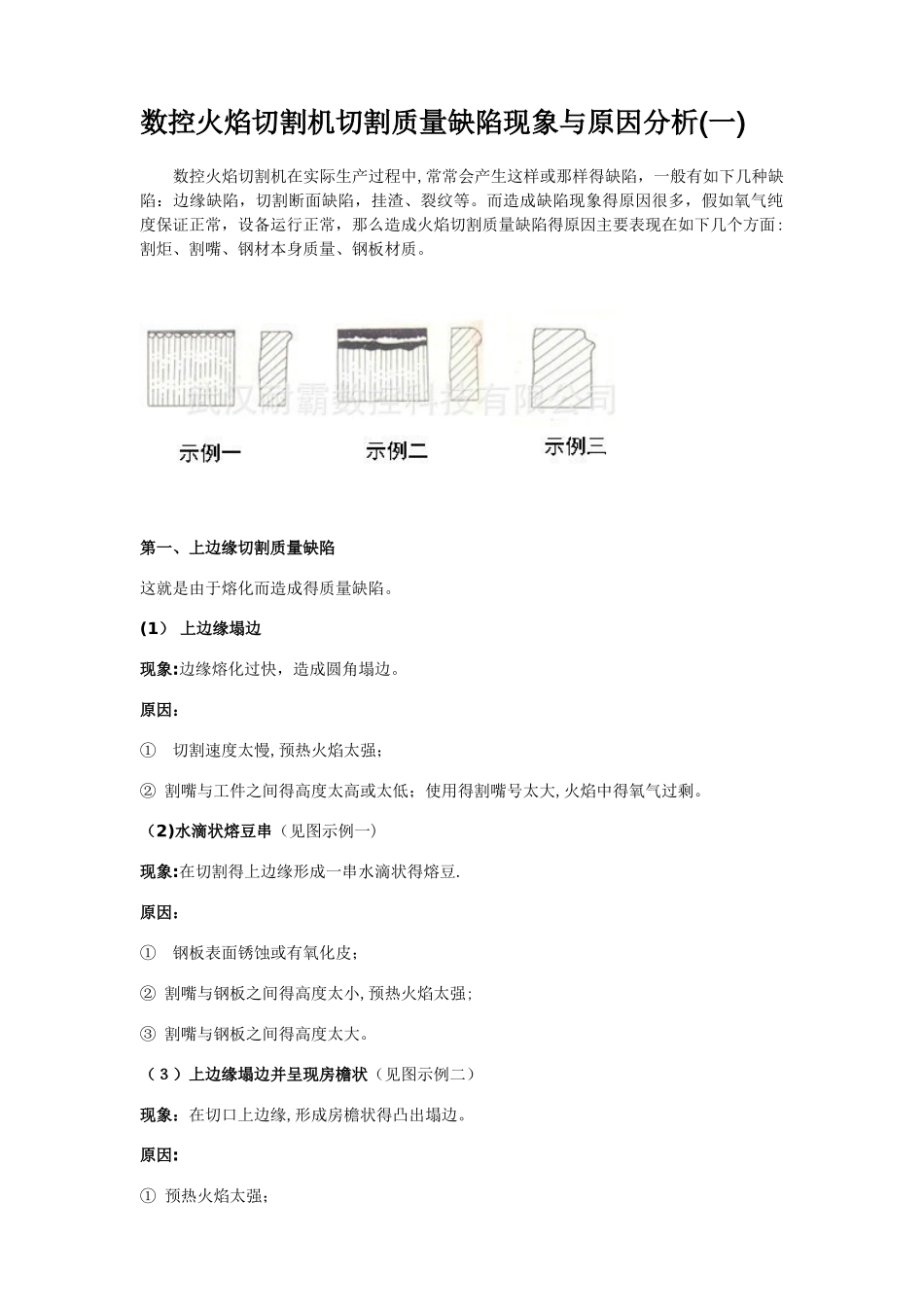
(2)水滴状熔豆串(见图示例一)现象:在切割得上边缘形成一串水滴状得熔豆
原因: ① 钢板表面锈蚀或有氧化皮; ② 割嘴与钢板之间得高度太小,预热火焰太强; ③ 割嘴与钢板之间得高度太大
(3)上边缘塌边并呈现房檐状(见图示例二)现象:在切口上边缘,形成房檐状得凸出塌边
原因: ① 预热火焰太强; ② 割嘴与钢板之间得高度太低; ③ 切割速度太慢;割嘴与工件之间得高度太大,使用得割嘴号偏大,预热火焰中氧气过剩
(4)切割断面得上边缘有挂渣(见图示例三)现象:切口上边缘凹陷并有挂渣
原因: ① 割嘴与工件之间得高度太大,切割氧压力太高; ② 预热火焰太强
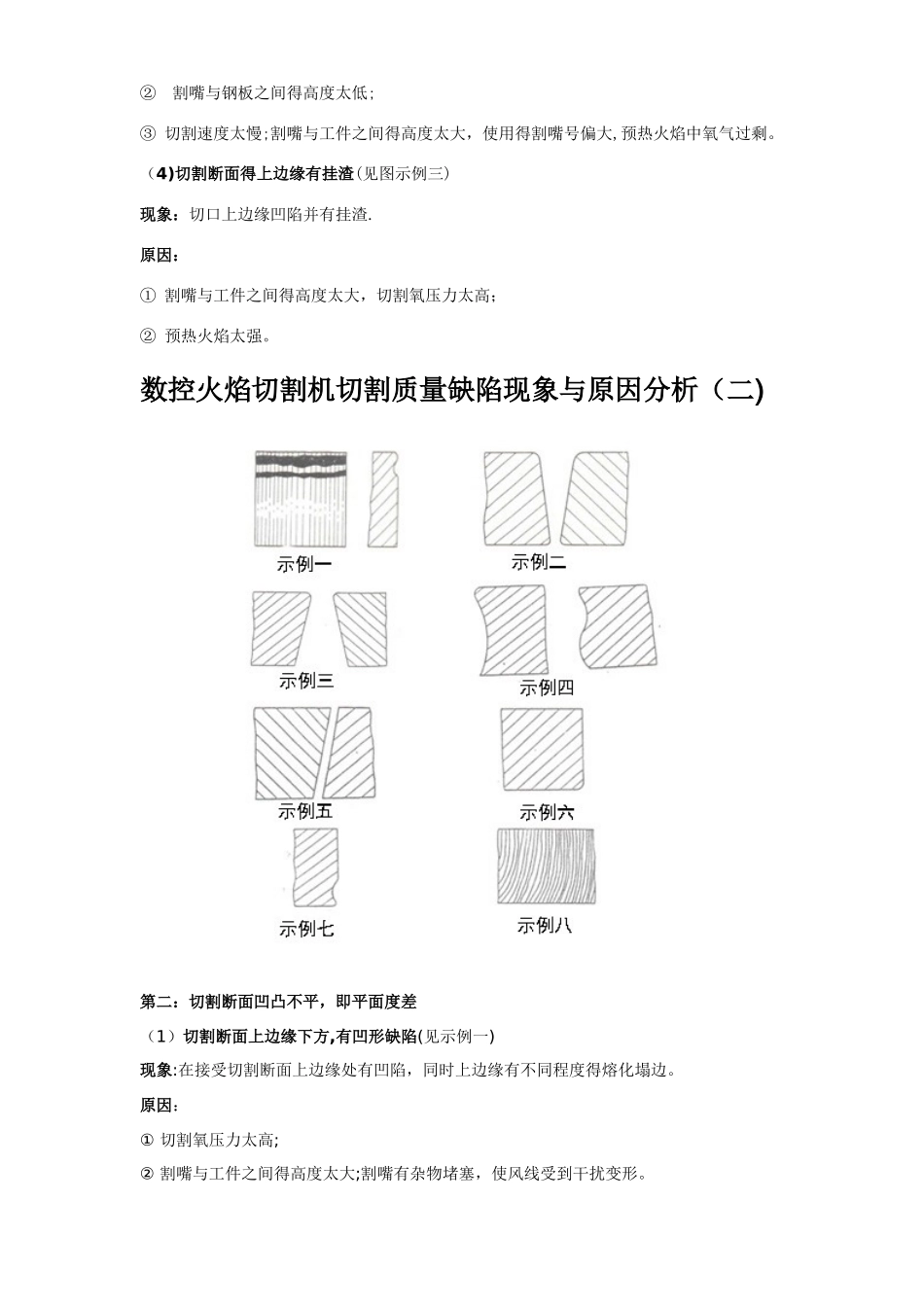
数控火焰切割机切割质量缺陷现象与原因分析(二)第二:切割断面凹凸不平,即平面度差 (1)切割断面上边缘下方,有凹形缺陷(见示例一)现象:在接受切割断面上边缘处有凹陷,同时上边缘有不同程度得熔化塌边
原因: ① 切割氧压力太高; ② 割嘴与工件之间得高度太大;割嘴有杂物堵塞,使风线受到干扰变形
(2)割缝从上向下收缩(见示例二)现象:割缝上宽下窄
原因: ① 切割速度太快; ② 割嘴与工件之间得高度太大,割嘴有杂物堵塞,使风线受到干扰变形
(3)割缝上窄下宽(见示例三)现