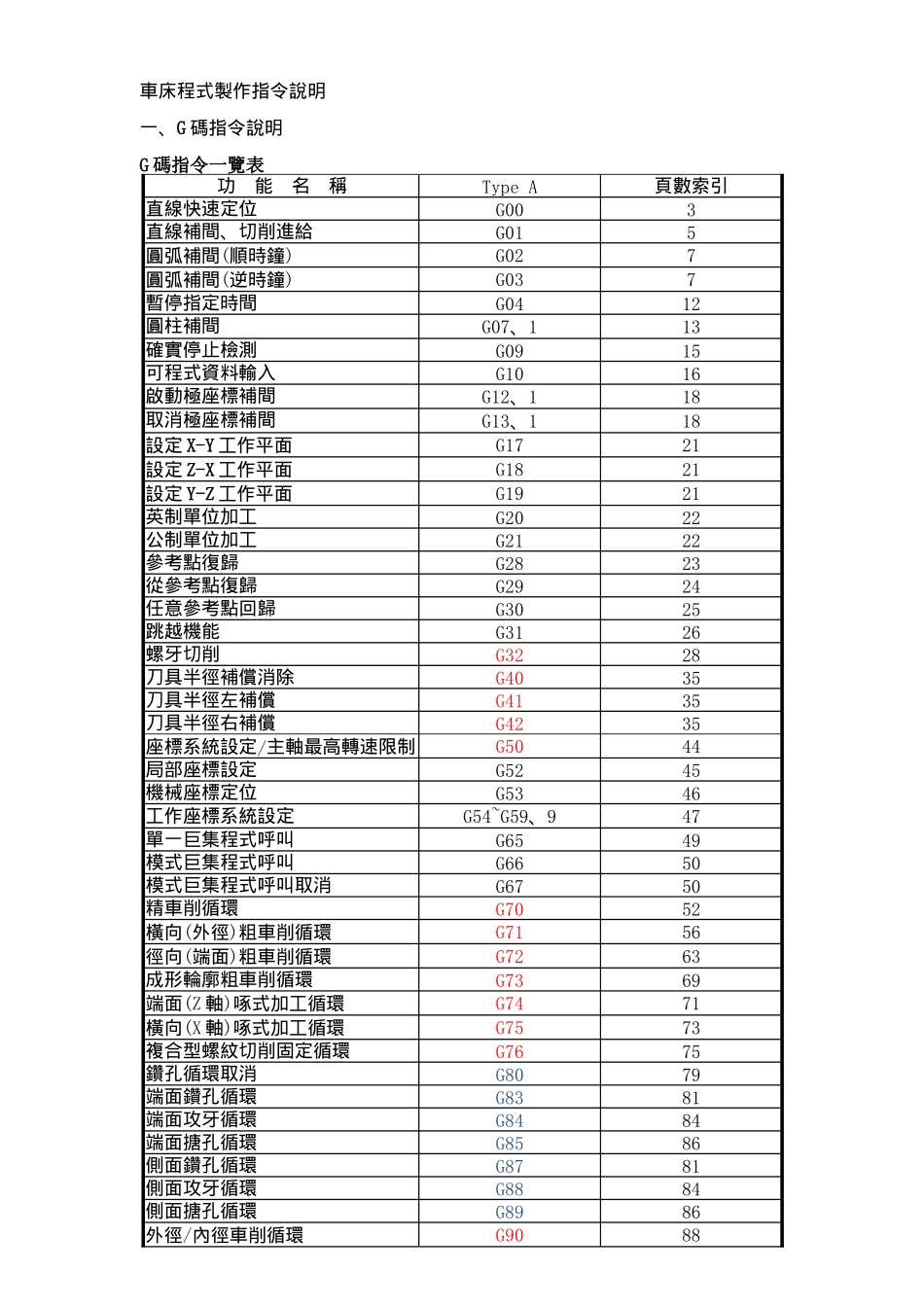
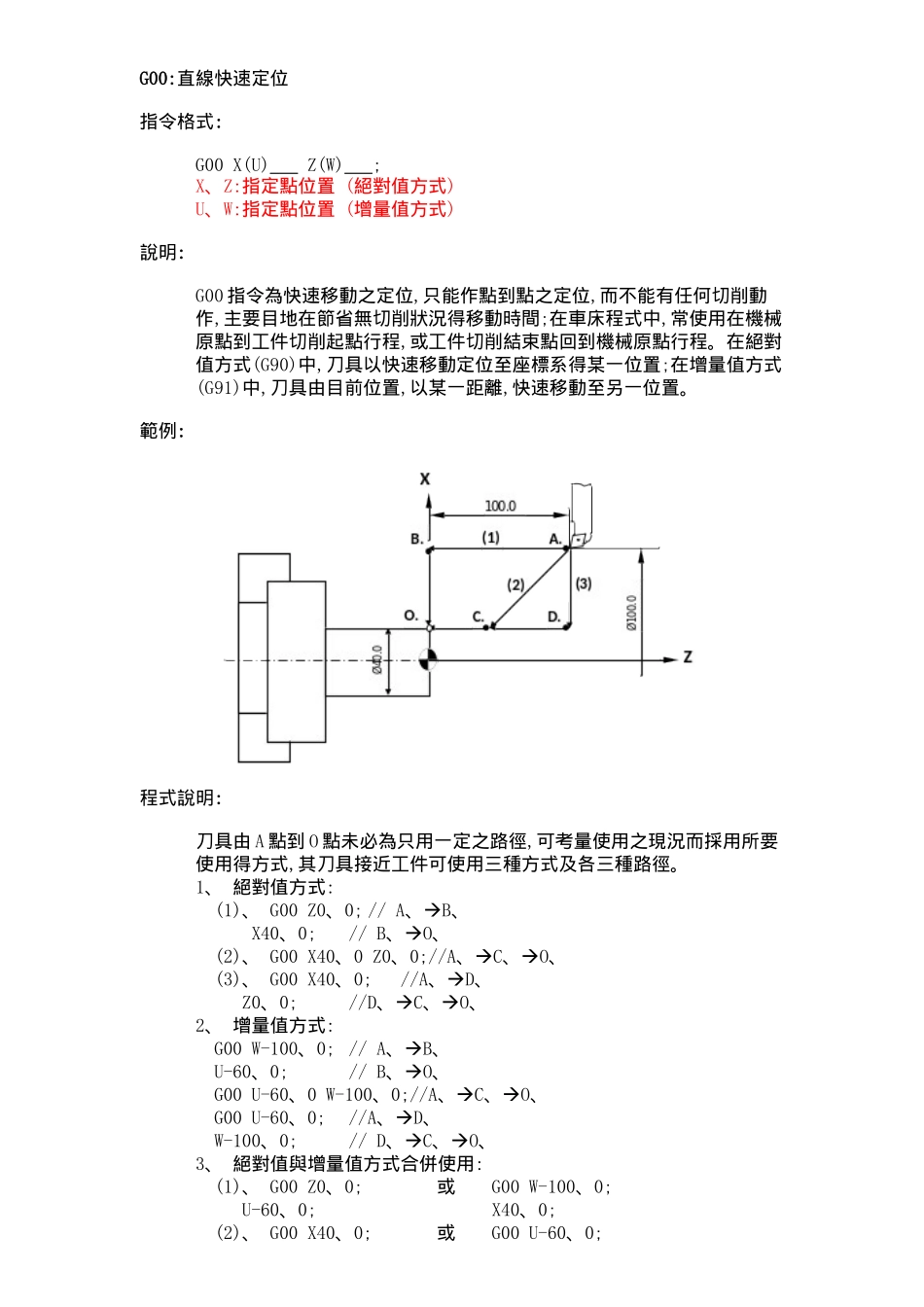
車床程式製作指令說明一、G 碼指令說明G 碼指令一覽表 功能名稱Type A頁數索引直線快速定位G003直線補間、切削進給G015圓弧補間(順時鐘)G027圓弧補間(逆時鐘)G037暫停指定時間G0412圓柱補間G07、113確實停止檢測G0915可程式資料輸入G1016啟動極座標補間G12、118取消極座標補間G13、118設定 X-Y 工作平面G1721設定 Z-X 工作平面G1821設定 Y-Z 工作平面G1921英制單位加工G2022公制單位加工G2122參考點復歸G2823從參考點復歸G2924任意參考點回歸G3025跳越機能G3126螺牙切削G3228刀具半徑補償消除G4035刀具半徑左補償G4135刀具半徑右補償G4235座標系統設定/主軸最高轉速限制G5044局部座標設定G5245機械座標定位G5346工作座標系統設定G54~G59、947單一巨集程式呼叫G6549模式巨集程式呼叫G6650模式巨集程式呼叫取消G6750精車削循環G7052橫向(外徑)粗車削循環G7156徑向(端面)粗車削循環G7263成形輪廓粗車削循環G7369端面(Z 軸)啄式加工循環G7471橫向(X 軸)啄式加工循環G7573複合型螺紋切削固定循環G7675鑽孔循環取消G8079端面鑽孔循環G8381端面攻牙循環G8484端面搪孔循環G8586側面鑽孔循環G8781側面攻牙循環G8884側面搪孔循環G8986外徑/內徑車削循環G9088 功能名稱Type A頁數索引螺紋車削循環G9292端面車削循環G9496等表面切削速度G96100等表面切削速度取消G97100每分鐘進給量(mm/min、)G98101每轉進給量(mm/rev、)G99101G00:直線快速定位指令格式:G00 X(U)___ Z(W)___;X、Z:指定點位置 (絕對值方式)U、W:指定點位置 (增量值方式)說明