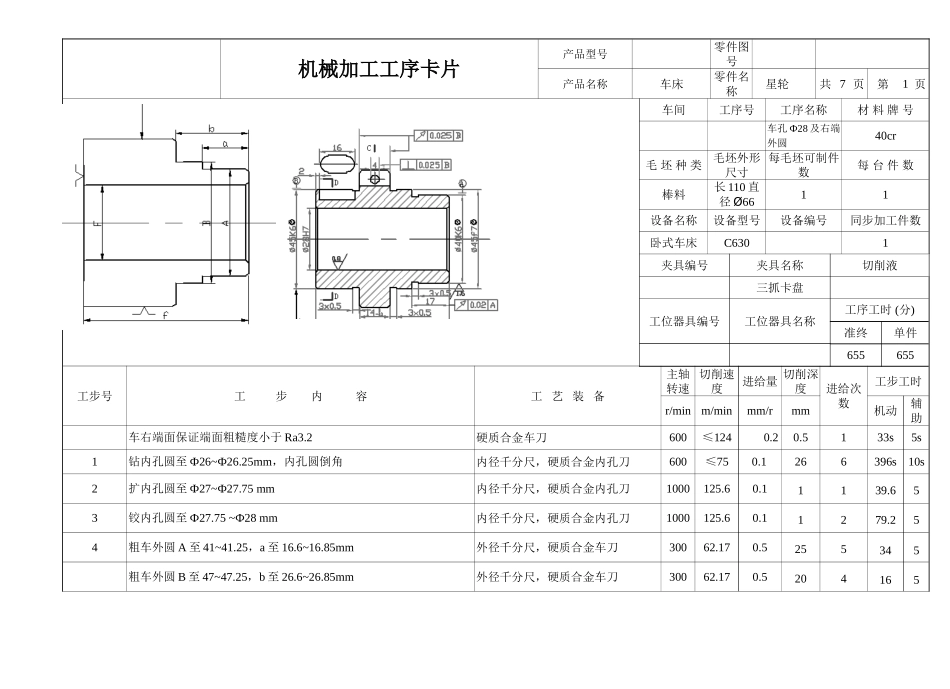
机械加工工序卡片产品型号零件图号产品名称车床零件名称星轮共 7 页第1 页 车间工序号工序名称材 料 牌 号车孔 Ф28 及右端外圆40cr毛 坯 种 类毛坯外形尺寸每毛坯可制件数每 台 件 数棒料长 110 直径 Ø6611设备名称设备型号设备编号同步加工件数卧式车床C6301夹具编号夹具名称切削液三抓卡盘工位器具编号工位器具名称工序工时 (分)准终单件655655工步号工 步 内 容工 艺 装 备主轴转速切削速度进给量 切削深度进给次数工步工时r/minm/minmm/rmm机动辅助车右端面保证端面粗糙度小于 Ra3
2硬质合金车刀600≤1240
5133s5s1钻内孔圆至 Ф26~Ф26
25mm,内孔圆倒角内径千分尺,硬质合金内孔刀600≤75 0
1266396s10s2扩内孔圆至 Ф27~Ф27
75 mm内径千分尺,硬质合金内孔刀1000125
653铰内孔圆至 Ф27
75 ~Ф28 mm内径千分尺,硬质合金内孔刀1000125
254粗车外圆 A 至 41~41
25,a 至 16
85mm外径千分尺,硬质合金车刀30062
5255345粗车外圆 B 至 47~47
25,b 至 26
85mm外径千分尺,硬质合金车刀30062
5204165粗车外圆 C 至 63
6~64mm,倒外圆角外径千分尺,硬质合金车刀30062
516s5精车车外圆 B 至 44~44
035mm外径千分尺,硬质合金车刀1000141
11265 设 计(日 期) 校 对(日期) 审 核(日期) 原则化(日期) 会 签(日期)标记处数更改文献号签 字 日 期标记处数更改文献号签 字 日 期机械加工工序卡片产品型号零件图号产品名称车床零件名称星轮共7 页第2 页 车间工序号工序名