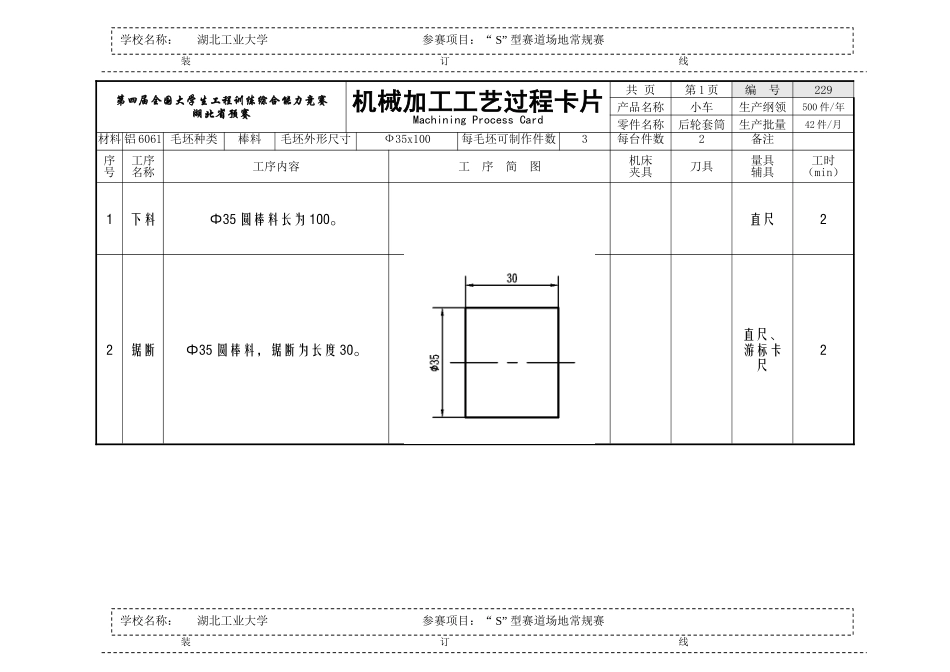
第四届全国大学生工程训练综合能力竞赛湖北省预赛机械加工工艺过程卡片Machining Process Card共 页第 1 页编 号229产品名称小车生产纲领500 件/年零件名称后轮套筒生产批量42 件/月材料 铝 6061 毛坯种类棒料毛坯外形尺寸Ф35x100每毛坯可制作件数3每台件数2备注序号工序名称工序内容工 序 简 图机床夹具刀具量具辅具工时(min)1下料Ф35 圆棒料长为 100
直尺22锯断Ф35 圆棒料,锯断为长度 30
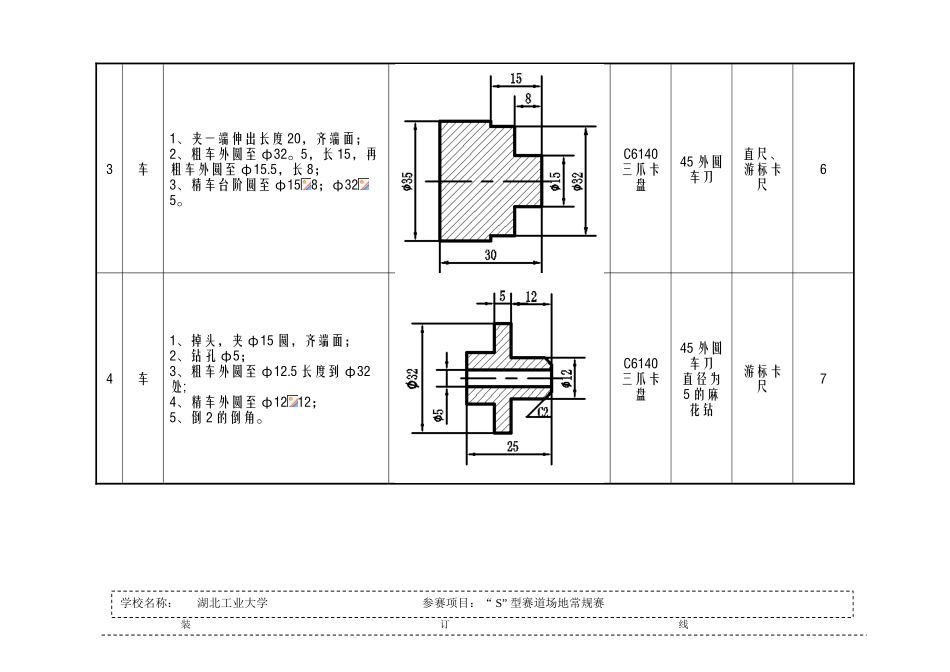
直尺、游标卡尺2装 订 线学校名称: 湖北工业大学 参赛项目:“ S” 型赛道场地常规赛装 订 线学校名称: 湖北工业大学 参赛项目:“ S” 型赛道场地常规赛3车1、夹一端伸出长度 20,齐端面;2、粗车外圆至 ф32
5,长 15,再粗车外圆至 ф15
5,长 8;3、精车台阶圆至 ф15 8;ф325
C6140三爪卡盘45 外圆车刀直尺、游标卡尺64车1、掉头,夹 ф15 圆,齐端面;2、钻孔 ф5;3、粗车外圆至 ф12
5 长度到 ф32处;4、精车外圆至 ф12 12;5、倒 2 的倒角
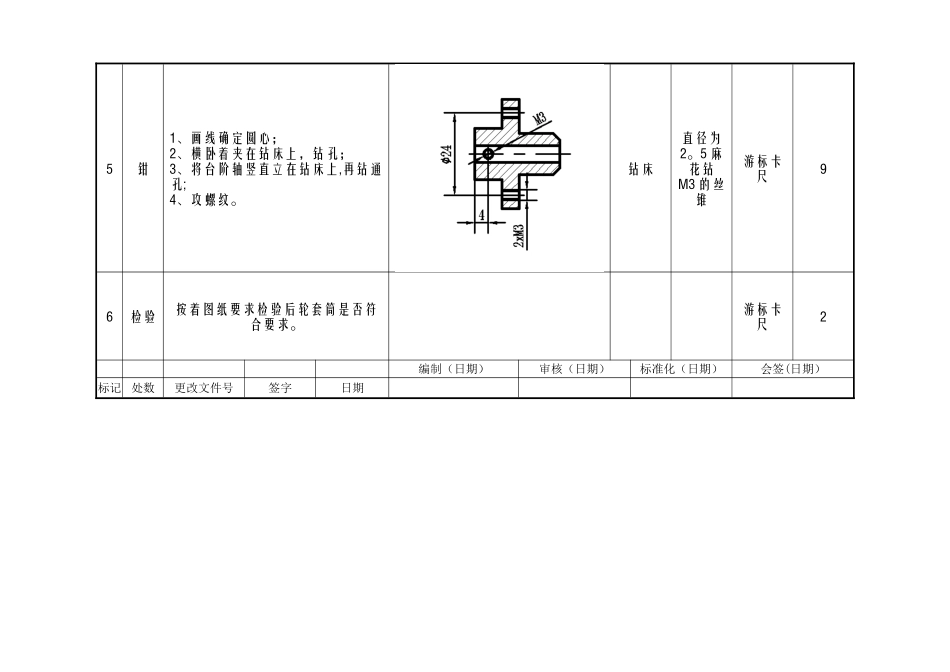
C6140三爪卡盘45 外圆车刀直径为5 的麻花钻游标卡尺7装 订 线学校名称: 湖北工业大学 参赛项目:“ S” 型赛道场地常规赛5钳1、画线确定圆心;2、横卧着夹在钻床上,钻孔;3、将台阶轴竖直立在钻床上,再钻通孔;4、攻螺纹
钻床直径为2
5 麻花钻M3 的丝锥游标卡尺96检验按着图纸要求检验后轮套筒是否符合要求
游标卡尺2编制(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期第四届全国大学生工程训练综合能力竞赛湖北省预赛加工工艺分析Processing Technology Analysis共 页第 2 页编 号229产品名称小车生产纲领500 件/年零件名称后轮套筒生产批量42 件/月 制定零件的机械加工工