项目工程概况及工程量本工程的热处理工作主要包括对委托单位委托的钢制焊件进行的焊前预热、后热和焊后热处理
1《中国人民共和国安全生产法》主席令第 13 号1
2《中华人民共和国特种设备安全法》主席令第 4 号1
3《特种设备安全监察条例》国务院令第 549 号1
4 火力发电厂焊接热处理技术规程》DL/T 819-20251
5《火力发电厂焊接技术规程》DL/T 869-2025
6《火力发电厂异种钢焊接技术规程》DL/T 752-2025
7 DL5009
1-2025《电力建设安全工作规程 第一部分:火力发电》2
项目作业进度的安排 热处理工作的进度要求是满足现场热处理工作的需要,不影响下道工序的正常进行
作业准备工作及条件3
1 作业人员的质量3
1 热处理人员必须经过专业培训考核并取得资格证书后方可上岗
2 热处理人员必须经过安全考试合格后方可工作
3 热处理人员必须认真学习《火力发电厂焊接技术规程》DL/T 869-2025; 《火力发电厂焊接热处理技术规程》DL/T 819-2025 等标准法律规范;熟练掌握常用钢材的热处理工艺参数
4 熟练掌握控温设备、焊炬、测温仪等的使用与维护
2 作业机械、工具、仪器、仪表的要求3
1 热处理控温柜、焊炬等的使用性能必须能满足工艺要求,安全、可靠
2 温度记录仪、热电偶等计量器具必须经过计量检定合格,并在有效期内
3 控温柜、测温仪等要由专人负责保养、使用和维护,使其处于良好的运行状态
4 配备钳子、扳手、验电笔等工具
5 准备相应数量、规格、性能符合标准要求的柔性陶瓷电阻加热器、硅酸铝保温材料、Κ 分度的铠装热电偶、焊炬、氧气、乙炔、细铁丝、绝缘胶布等
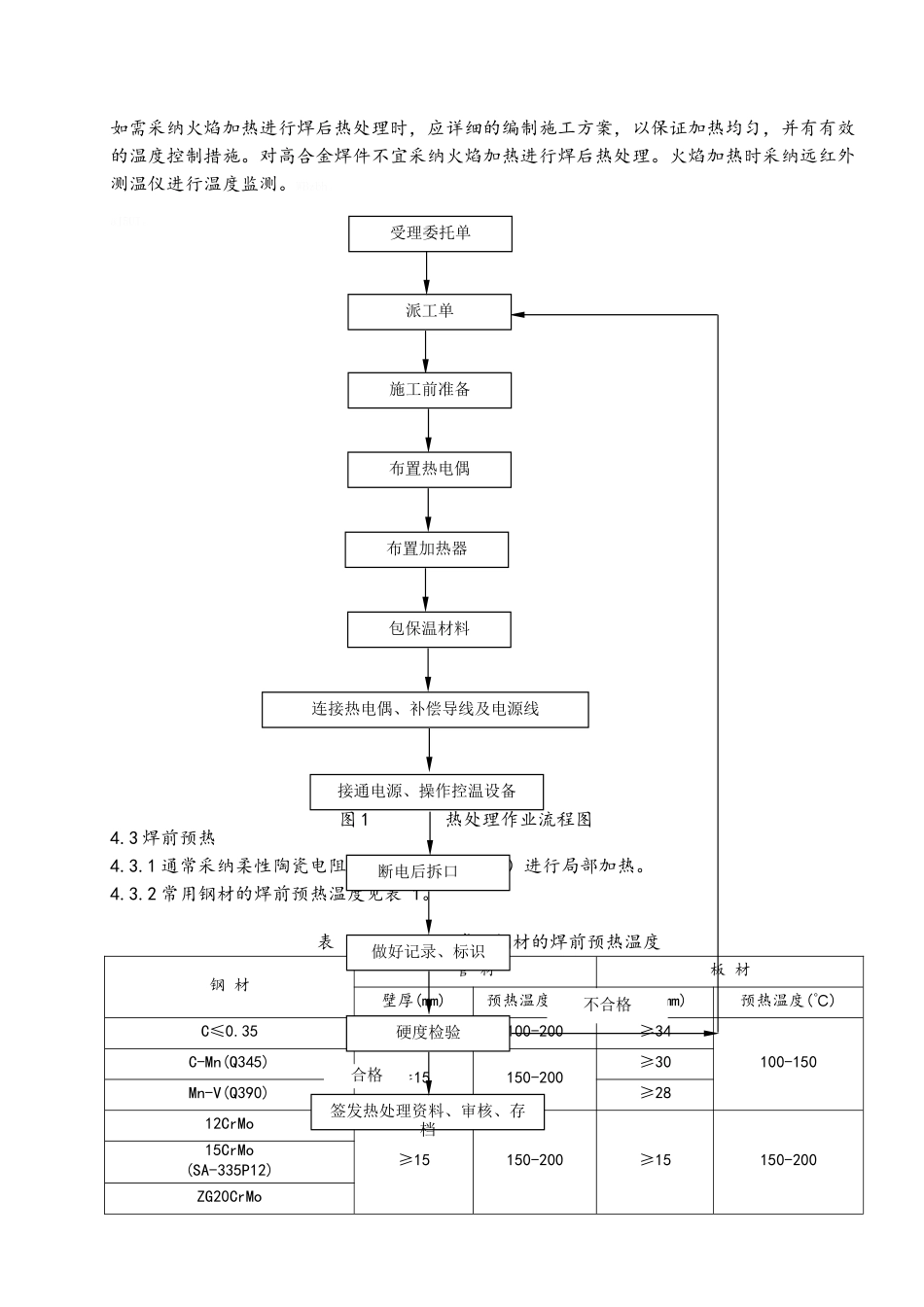
作业程序及作业方法4
1 热处理作业流