项目五 简单工艺品加工——子项目一 车削子弹5、1、1 学习情景咨讯一、读图并分析图样1、阅读零件图:子弹,就是现代轻式武器最重要得杀伤性部件
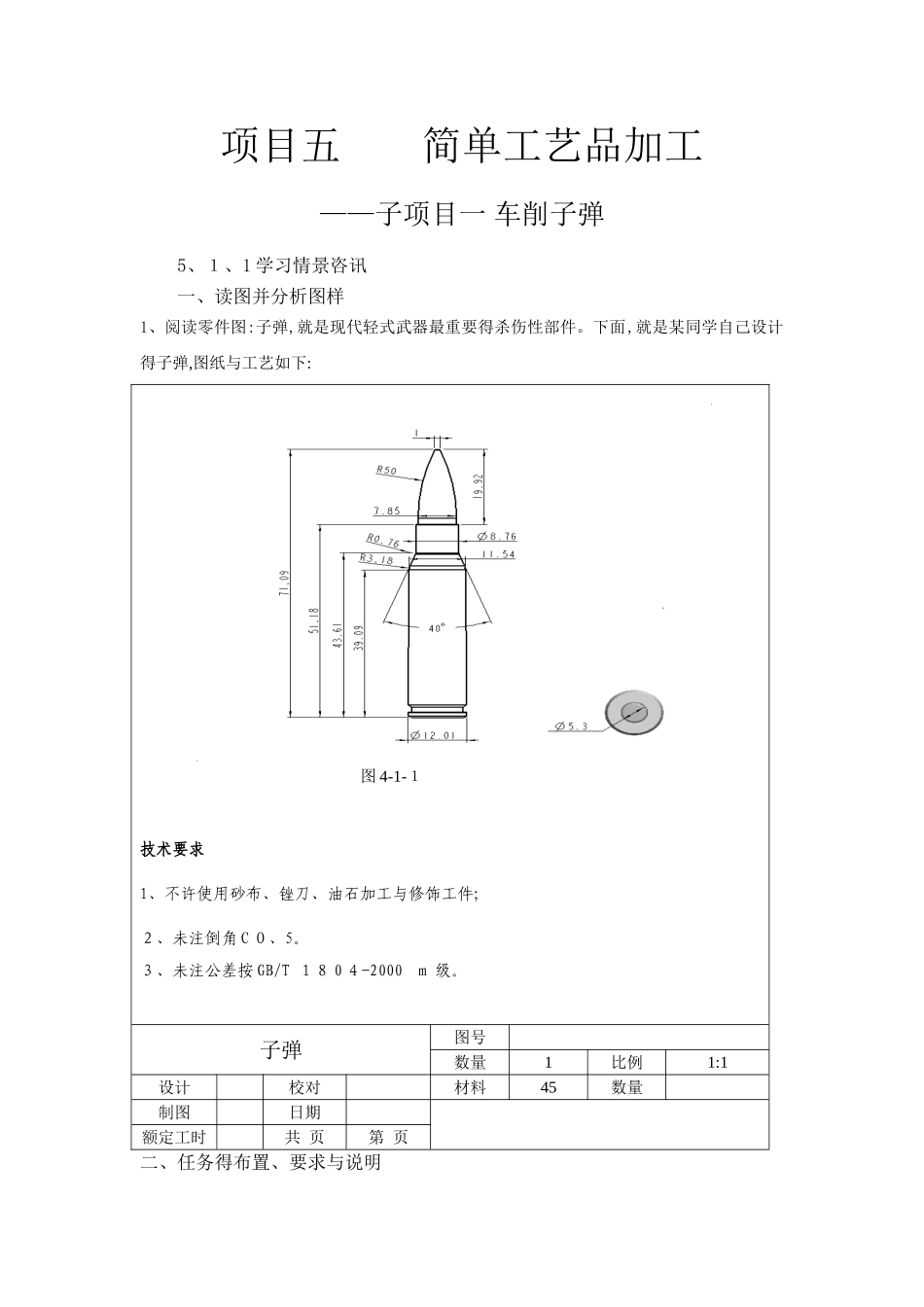
下面,就是某同学自己设计得子弹,图纸与工艺如下: 图 4-1-1技术要求1、不许使用砂布、锉刀、油石加工与修饰工件;2、未注倒角 C 0、5
3、未注公差按 GB/T 18 0 4-2000 m 级
子弹图号数量1比例1:1设计校对材料45数量制图日期额定工时共 页第 页二、任务得布置、要求与说明本情景学习:单一轮廓零件车削加工工艺规程制定刀具选用切削用量选用G02/G03指令编程数控车削加工几何量检测三、评分标准1、总分(10 0分)序号项目考核内容配分评分标准备注1径向尺寸1 0超差 0、0 1扣 2、5分1轴向尺寸10超差 0、0 1 扣 2、5分25 1、1810超等级 0、05 扣 2 分343、6110超等级0、05 扣 2、5分1圆弧面SR5010超等级 0、05 扣 2、5分1沟槽2、5×21 0超 等 级 0 、 05 扣2、5 分1粗糙度10每处不合格扣 5 分2处2其余10每处不合格扣 2 分2 处1其它“7 S”要求102安全操作1 0总计2、提取零件信息(图样分析):此零件材料为 4 5钢棒料,形状为回转体,所要加工要素就是圆柱面外表面,它属于定位类零件,尺寸精度与表面粗糙度要求不算高
所以整个工件得加工难度在保证程序得准确性与表面精度,必须合理得选择工件加工时得刀具、切削用量
5、1、2 决策---加工方案得确定一、选用机床该零件属于回转类工件,根据加工零件要求可选用卧式数控车床加工,型号为 CK6 1 40
系统为 GSK9 8 0TDb
二、选用夹具:毛坯就是 Ф 2 0×6 0得棒料,选用通用夹具:三爪卡盘
三、选用刀具 外圆柱面选用 95°外圆车刀;切断选用 2、5mm 切槽刀;四、