10kV 交联聚乙烯绝缘电缆热缩接头制作工艺标准11 范围本工艺标准适用于一般工业与民用建筑电气安装工程 10(6)kV 交联聚乙烯绝缘电力电缆热缩中间接头制作
22 施工准备2
1 设备及材料要求:主要材料:电缆头附件及主要材料由生产厂家配套供应
并有合格证及说明书
其型号、规格、电压等级符合设计要求
辅助材料:焊锡、焊油、白布、砂布、芯线连接管、清洗剂、汽油、硅脂膏等
2 主要机具:喷灯、压接钳、钢卷尺、钢锯、电烙铁、电工刀、克丝钳、改锥、大瓷盘
3 作业条件:电缆敷设完毕,绝缘电阻测试合格
作业场所环境温度 0
以上,相对湿度 70%以下,严禁在雨、雾、风天气中施工
施工现场要洁净、宽敞、光线充足
施工现场应备有 220V 沟通电源
室外施工时,应搭设临时帐蓬
3 操作工艺3
1 工艺流程:设备点件检查-剥除电缆护层-剥除铜屏蔽及半导导电层-固定应力管-压接连接管-包绕半导带及填充胶-固定绝缘管-安装屏蔽网及地线-固定护套-送电运行验收3
2 设备点件检查
开箱检查实物是否符合装箱单上的数量,外观有无异常现象
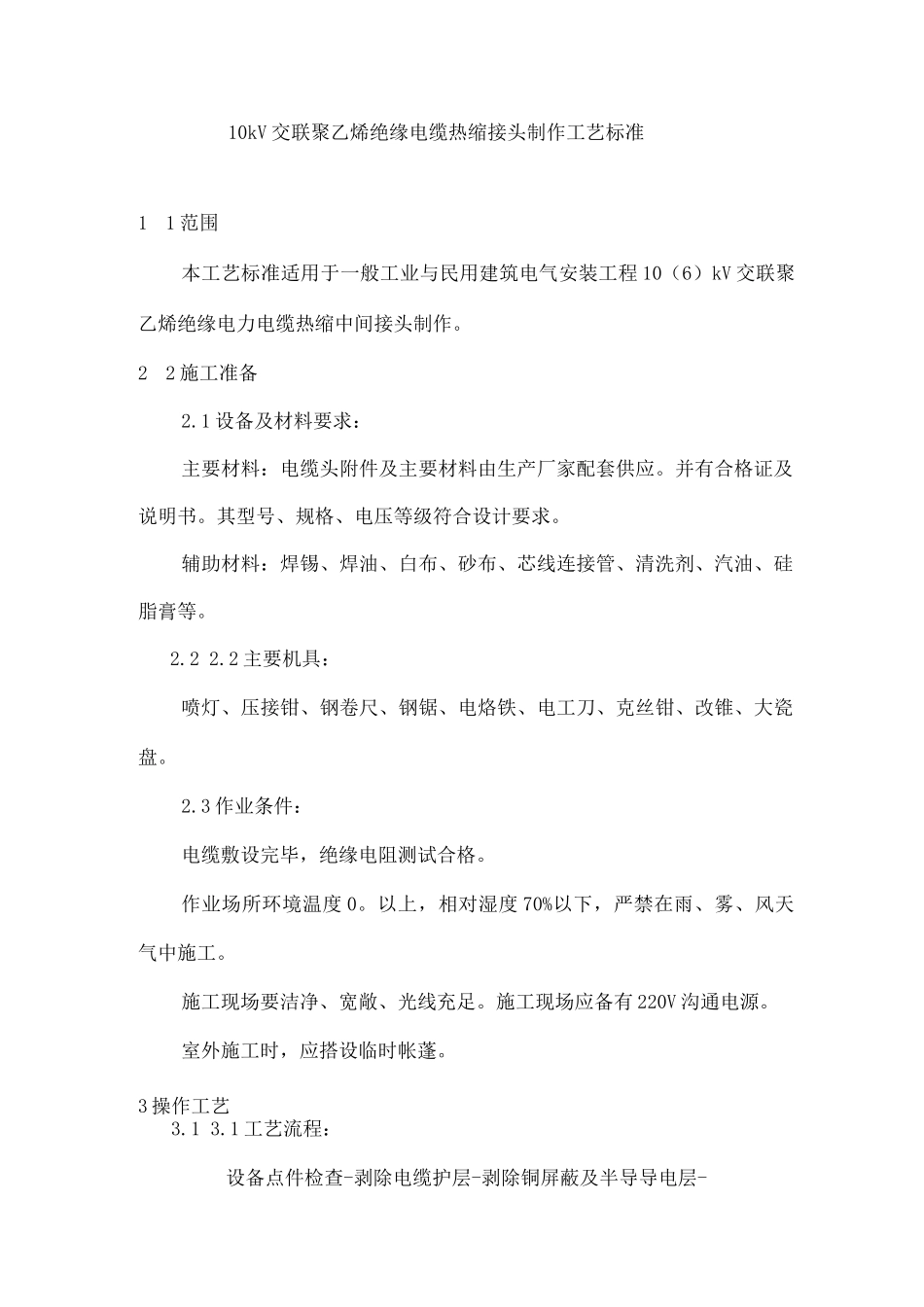
3 剥除电缆护层(图 2-28):图 2-28调直电缆:将电缆留适当余度后放平,在待连接的两根电缆端部的两米处内分别调直、擦洁净、重叠 2mm,在中间作中心标线,作为接头中心
剥外护层及铠装:从中心标线开始在两根电缆上分别量取 8mm、5mm,剥除外护层;距断 50mm 的铠装上用铜丝绑扎三圈或用铠装带卡好,用钢锯沿铜丝绑扎处或卡子边缘锯一环形痕,深度为钢带厚度 1/2,再用改锥将钢带尖撬起,然后用克丝钳夹紧将钢带剥除
剥内护层:从铠装断量取 20mm 内护层,其余内护层剥除,并摘除填充物
锯芯线、对正芯线,在中心点处锯断
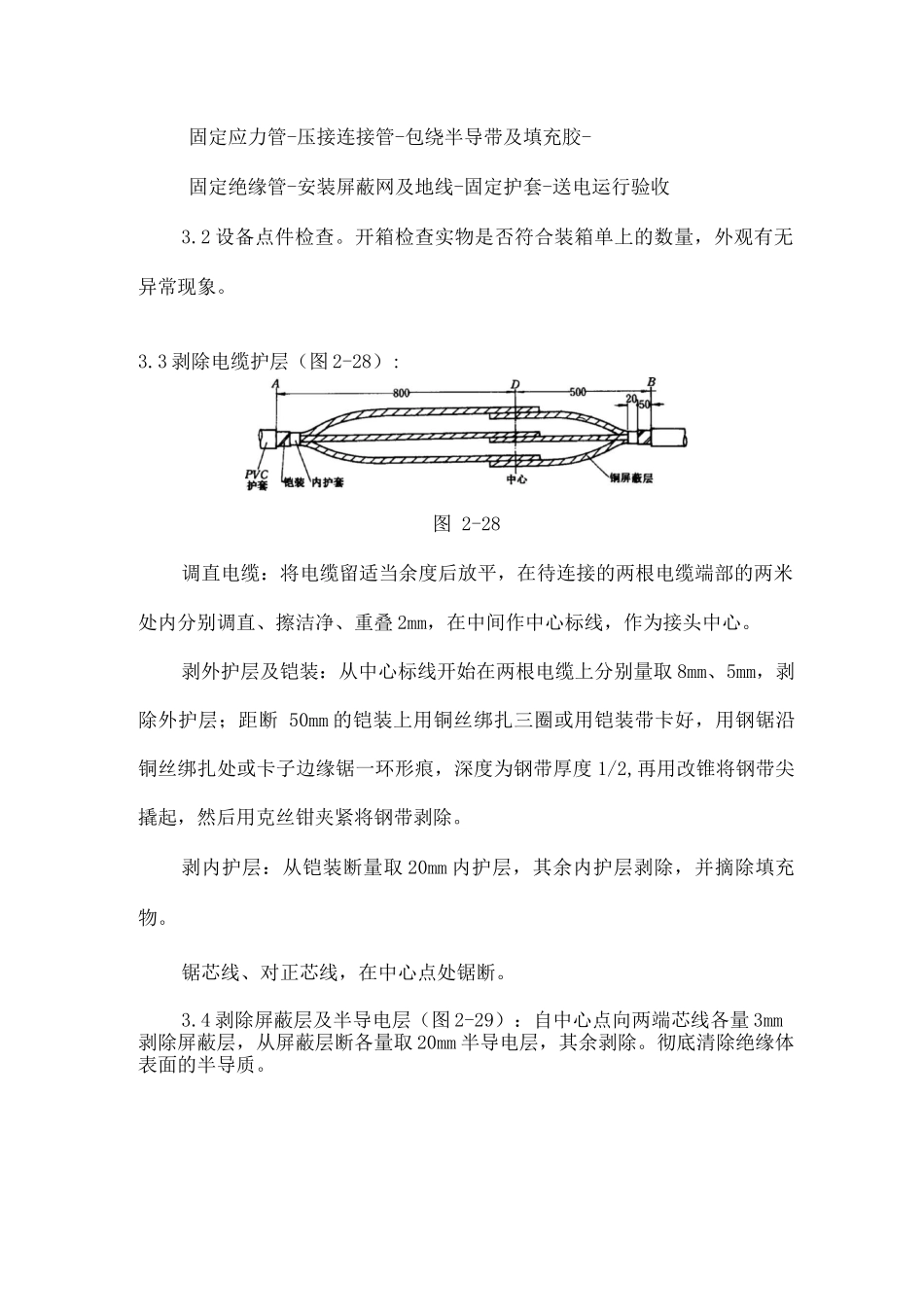
4 剥除屏蔽层及半导电层(图 2-29):自中心点向两端芯线各量 3mm剥除屏蔽层,从屏蔽层断各量取 20m