1、当您付费下载文档后,您只拥有了使用权限,并不意味着购买了版权,文档只能用于自身使用,不得用于其他商业用途(如 [转卖]进行直接盈利或[编辑后售卖]进行间接盈利)。2、本站所有内容均由合作方或网友上传,本站不对文档的完整性、权威性及其观点立场正确性做任何保证或承诺!文档内容仅供研究参考,付费前请自行鉴别。3、如文档内容存在违规,或者侵犯商业秘密、侵犯著作权等,请点击“违规举报”。
碎片内容
锅炉受热面安装工艺1 受热面安装一般规定锅炉受热面在安装前应根据供货清单、装箱单和施工图纸进行全面清理,并检查表面有无裂纹、创伤、龟裂、压扁、砂眼和分层等缺陷;如外表面缺陷深度超过管子标 准壁厚的10%以上时,应按规定进行处理;并应着重检查承受荷重部件的承力焊缝, 该焊缝高度必须符合图纸规定
受热面合金钢部件的材质应符合技术文件规定,安装前必须进行材质复查,并在明显 部位作出标识;安装结束后应该对标识,标识不清楚者应再进行一次材质复查
受热面管子在组合和安装前必须进行通球试验,试验用球应采纳钢球,且必须编号和 严格管理,不得将球遗留在管内;通球后应实行可靠的封闭措施,并做好通球记录
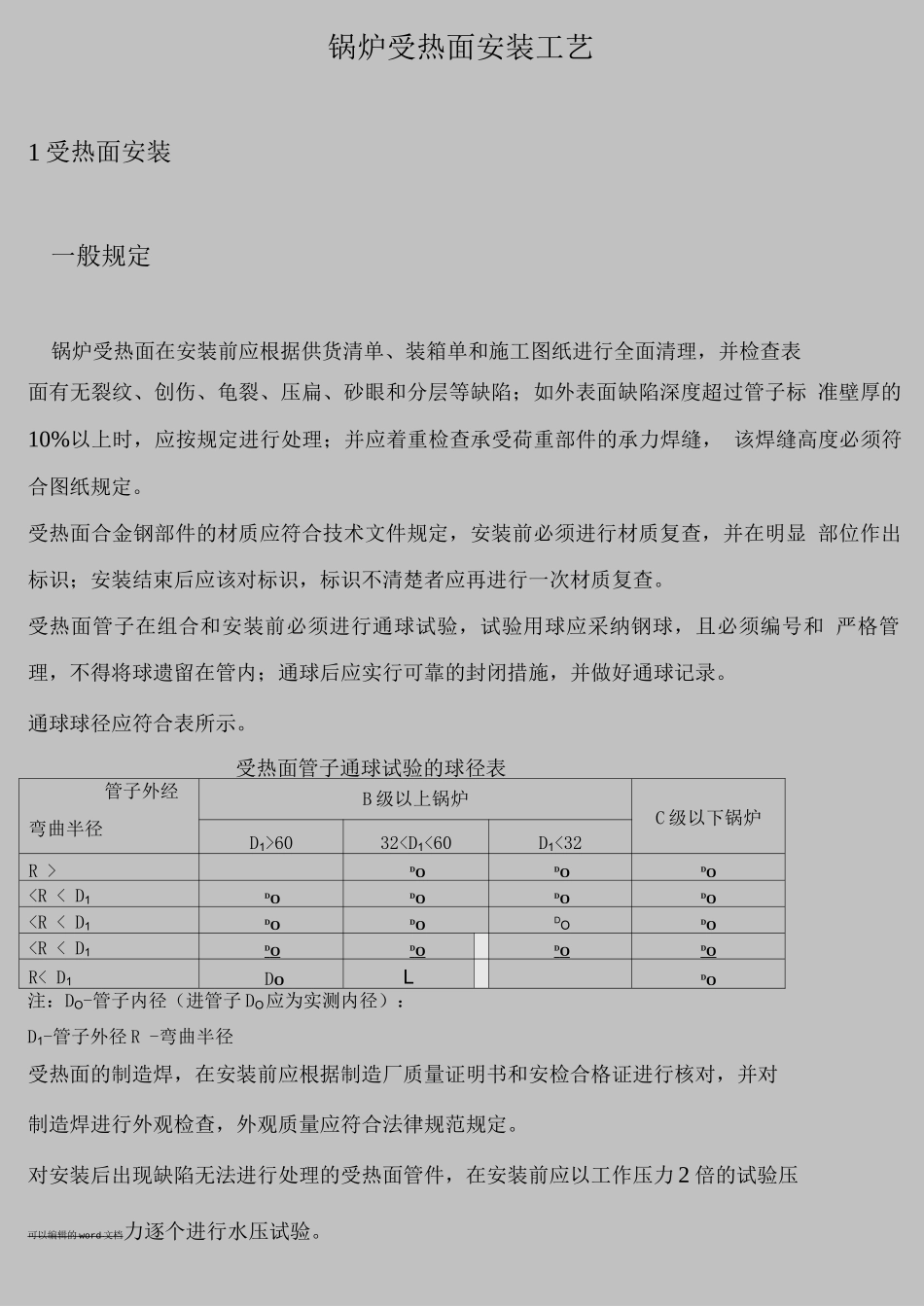
通球球径应符合表所示
受热面管子通球试验的球径表管子外经弯曲半径B 级以上锅炉C 级以下锅炉D1>6032
大量办公文档,欢迎选择