地铁铺轨轨道焊接施工方案方法(1)现场钢轨焊接气压焊接1)先检查焊轨设备是否完好
2)选配轨根据配轨表进行
用于正线的钢轨,其最小长度不得短于 9m,特别情况下可不小于 6m,但不得连续用
选配钢轨应使左右股焊缝相对,一般不超过 3mmo3)钢轨焊前调直距钢轨两段仙范围内用 Im 钢直尺检测钢轨的平直度及扭曲,其公差应在标准范围内
5m 范围内无法调直的死弯,翘头和扭曲超限的,用锯轨机锯截
4)轨端除锈刷面用除锈刷面机对钢轨的踏面、轨底底面及端面进行除锈
除锈部位为轨端面及距轨端 1~ 3mm 之间的轨顶面及轨底下表面;距轨端 6nini 范围内轨顶面应除去油污和表锈
去除污垢、氧化皮,磨出金属光泽,漏磨处小于 10%
母材最大磨削量为 0
2mm,不允许形成明显的凹凸面和较深的划痕
打磨应沿钢轨纵向,严禁横向打磨
已除锈待焊轨,存放时间超过 24 小时以上或打磨后有水、油、污垢时,必须重新打磨
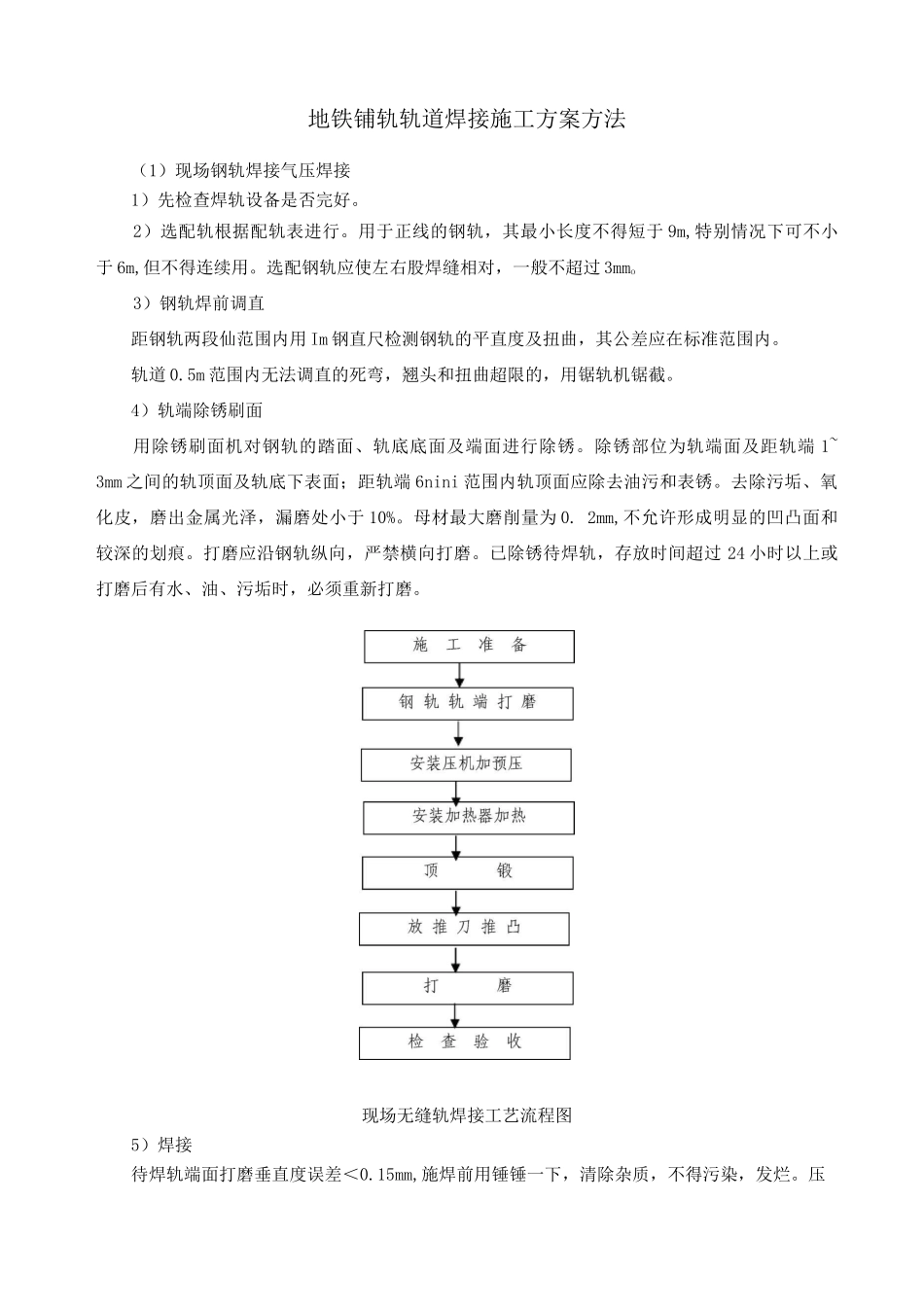
现场无缝轨焊接工艺流程图5)焊接待焊轨端面打磨垂直度误差<0
15mm,施焊前用锤锤一下,清除杂质,不得污染,发烂
压机骑放上,焊缝距带油缸端 370mm,对轨,夹轨,打斜铁调左右,打销调水斗
加预压,16MPa-18 MPa 左右(活动轨阻力大调高些),慢慢升压,一边升压一边敲打斜铁,直至不打滑为止
加热器放上,调整火孔距轨 25mm,点动水泵,确认水能正常循环
点火加热,点火时先离开焊缝,调好后对准焊缝加热,氧气压力 0
5MPa,流量 3
乙炔压力 0
5MPa,流量 4
调整方法:先固定乙炔流量,氧气流量 3
0 左右点火慢慢加氧成微炭化焰状态即可
加热过程,开始对准焊缝加热 1 分种左右,开始摆火,摆动量控制在焊缝左右 5mm 左右,顶锻时适当加大摆动量,并减点氧气避开回火
油泵操作工艺,预压 16-18MPa,